

PCD-Fräser: Wann lohnt sich die Investition?
Inhaltsübersicht
- Was ist ein PCD-Fräser?
- Warum Fertigungsbetriebe PCD-Fräser verwenden
- In welchen Branchen werden PCD-Fräser eingesetzt?
- 1. Schrank- und Küchenhersteller
- 2. Werkstätten für gewerbliche Tischlerarbeiten und architektonische Innenausstattung
- 3. Möbelhersteller
- 4. Schilder-, Display- und Ausstellungsgeschäfte
- 5. Hersteller von Wohnmobilen, Booten und Transportfahrzeugen
- 6. Hersteller von Verbundwerkstoffen
- 7. Kunststoffverarbeiter
- 8. Anwendungen im Bereich Leiterplatten und Elektronik
- Für welche Werkstoffe sind PCD-Fräser geeignet?
- PCD-Fräser im Vergleich zu Hartmetall-Fräsern
- Wann lohnt sich die Investition in PCD?
- Wann ist Hartmetall immer noch die bessere Wahl?
- Warum die Kompressionsgeometrie eine Rolle spielt
- Wie man den ROI betrachtet
- Ist ein PCD-Fräser das Richtige für Ihre Werkstatt?
- Abschließende Überlegungen
- FAQs
PCD-Fräser sind nicht für jede Werkstatt geeignet. Für gelegentliche CNC-Arbeiten ist ein hochwertiger Hartmetallfräser oft die praktischere Wahl. In Produktionsumgebungen jedoch, in denen Tag für Tag abrasive Plattenwerkstoffe, Verbundwerkstoffe, MDF, Melamin, ACM, Glasfaser, Kunststoffe oder andere zähe Materialien bearbeitet werden, können Werkzeuge aus polykristallinem Diamant die Werkzeugwechsel drastisch reduzieren, die Konsistenz verbessern und die Kosten pro Teil senken.
Die eigentliche Frage lautet nicht einfach: „Ist PCD besser als Hartmetall?“ Die bessere Frage ist: Verarbeitet Ihre Werkstatt genug Material, damit sich die längere Standzeit trotz der höheren Anschaffungskosten lohnt?
Was ist ein PCD-Fräser?
PCD steht für polykristalliner Diamant. Bei PCD-Werkzeugen werden Diamantpartikel unter hoher Hitze und hohem Druck auf ein Hartmetallsubstrat aufgeschmolzen. Das Ergebnis ist eine extrem harte Schneide, die eine wesentlich höhere Verschleißfestigkeit aufweist als Hartmetall.
Da Diamant wesentlich härter ist als Hartmetall, eignen sich PCD-Werkzeuge besonders gut zum Bearbeiten von Materialien, die herkömmliche Fräser schnell abnutzen. Dazu gehören MDF, Spanplatten, Melamin, Verbundplatten, Aluminiumverbundwerkstoffe, Glasfaser, Kunststoffe und andere abrasive Materialien, die in der CNC-Fertigung häufig zum Einsatz kommen.
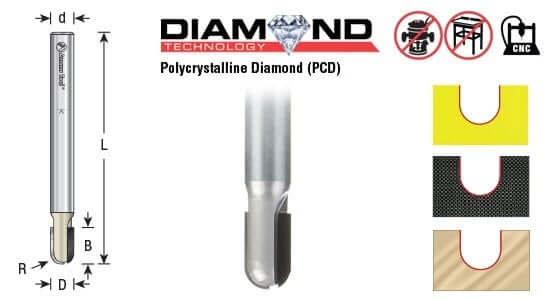
 CNC-Fräser aus polykristallinem Diamant (PCD) mit Auf-/Abwärtsschneide und Hartmetall-Einstichspitze, Rechtslauf
CNC-Fräser aus polykristallinem Diamant (PCD) mit Auf-/Abwärtsschneide und Hartmetall-Einstichspitze, RechtslaufWarum haben PCD-Fräser keine Spiralnuten?
Wenn Sie bisher Fräser aus Vollhartmetall verwendet haben, kommt Ihnen ein PCD-Fräser möglicherweise ungewohnt vor. Anstelle durchgehender Spiralnuten verfügen viele PCD-Werkzeuge über eine Reihe versetzt angeordneter Diamant-Schneideinsätze, die auf den Werkzeugkörper aufgelötet sind.
Diese Konstruktion ist beabsichtigt. Polykristalliner Diamant wird anders hergestellt als Vollhartmetall, weshalb lange, durchgehende spiralförmige Schneidkanten unpraktisch und teuer in der Herstellung sind. Durch das Auflöten einzelner PCD-Schneidsegmente auf den Werkzeugkörper schaffen die Hersteller ein äußerst langlebiges Schneidwerkzeug, das anspruchsvollen Produktionsumgebungen standhält und gleichzeitig eine außergewöhnliche Schneidkantenstandzeit gewährleistet.
Die versetzt angeordneten Schneideinsätze bieten zudem mehrere Leistungsvorteile. Anstatt dass eine einzige lange Schneidkante das gesamte Material auf einmal abträgt, entfernt jeder Einsatz einen Teil des Schnittmaterials, sobald er in das Werkstück eindringt. Dies trägt dazu bei, die Schnittkräfte gleichmäßiger zu verteilen, Vibrationen zu reduzieren, den Spanabtransport zu verbessern und die Wärmeentwicklung bei langen CNC-Bearbeitungsvorgängen zu minimieren.
Bei PCD-Fräsern im Kompressionsstil sind die Schneideinsätze präzisionsgeschliffen und so angeordnet, dass sie sowohl eine Aufwärts- als auch eine Abwärtsscherwirkung erzeugen. Dadurch entstehen die gleichen sauberen Ober- und Unterkanten, die Holzarbeiter und CNC-Bediener von einem herkömmlichen Kompressionsfräser erwarten, während gleichzeitig die längere Standzeit gewährleistet wird, die PCD-Werkzeuge für die Großserienfertigung so attraktiv macht.
Obwohl sich das Design stark von einem herkömmlichen Spiralfräser unterscheidet, wurde es speziell für die industrielle CNC-Bearbeitung entwickelt, bei der die Maximierung der Standzeit, die Aufrechterhaltung der Schnittqualität und die Reduzierung von Maschinenstillstandszeiten oft wichtiger sind als die Minimierung der Anschaffungskosten des Werkzeugs.
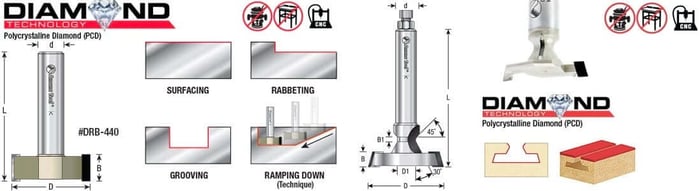
 Geradschneidende CNC-Fräser mit zwei Schneiden aus polykristallinem Diamant (PCD) zum Tauchschnitt (auch für Frästische geeignet), zum Schneiden von Verbundplatten und Glasfaser.
Geradschneidende CNC-Fräser mit zwei Schneiden aus polykristallinem Diamant (PCD) zum Tauchschnitt (auch für Frästische geeignet), zum Schneiden von Verbundplatten und Glasfaser.
Warum Fertigungsbetriebe PCD-Fräser verwenden
PCD-Fräser sind teuer, aber Fertigungsbetriebe kaufen sie nicht, weil sie „besser“ sind als Hartmetallfräser. Sie kaufen sie, weil Ausfallzeiten teuer sind.
In einer stark ausgelasteten CNC-Werkstatt unterbricht jeder Werkzeugwechsel die Produktion. Ein abgenutzter Bohrer kann zudem zu einer schlechten Kantenqualität, Ausschuss, langsameren Vorschubgeschwindigkeiten, zusätzlichem Schleifen oder weiteren Nachbearbeitungsschritten führen. Wenn ein PCD-Bohrer bei gleichem Werkstoff um ein Vielfaches länger hält als ein Hartmetallbohrer, können die Einsparungen die Kosten für das Werkzeug selbst bei weitem übersteigen.
PCD-Werkzeuge können dazu beitragen, Folgendes zu reduzieren:
- Werkzeugwechsel bei langen Produktionsläufen
- Maschinenstillstand
- Unterbrechungen bei der Einrichtung
- Schwankungen der Schneidkantenqualität aufgrund von Werkzeugverschleiß
- Durch stumpfe Werkzeuge verursachte Ausschussteile
- Arbeitsaufwand für das Schleifen, Säubern oder Nachbearbeiten von Kanten

In welchen Branchen werden PCD-Fräser eingesetzt?
Obwohl PCD-Fräser manchmal als Holzbearbeitungswerkzeuge bezeichnet werden, ist ihr tatsächlicher Markt breiter gefächert und eher industriell ausgerichtet. Sie eignen sich am besten für CNC-Anwender, die abrasive Materialien in wiederholten, großvolumigen oder hochwertigen Anwendungen bearbeiten.
1. Schrank- und Küchenhersteller
Möbelwerkstätten und Küchenhersteller gehören zu den häufigsten Anwendern von PCD-Kompressionsfräsern. Diese Betriebe bearbeiten häufig große Mengen an MDF, Melamin, Spanplatten, Sperrholz, beschichteten Platten und furnierten Plattenmaterialien.
Bei dieser Art der Fertigung ist eine Kompressionsgeometrie besonders nützlich, da sie dazu beiträgt, saubere Ober- und Unterkanten bei Plattenmaterialien zu erzielen. Wenn den ganzen Tag über dieselben verschachtelten Schrankteile bearbeitet werden, kann eine längere Standzeit des Werkzeugs einen bedeutenden Unterschied ausmachen.
2. Werkstätten für gewerbliche Tischlerarbeiten und architektonische Innenausstattung
Gewerbliche Tischlereien fertigen Ladeneinrichtungen, Büroeinrichtungen, Empfangstresen, Hoteleinrichtungen, Wandpaneele und maßgefertigte architektonische Bauteile. Bei diesen Aufträgen kommen häufig große Mengen an MDF, Furnier, beschichteten Platten und Verbundplatten zum Einsatz.
Für diese Betriebe geht es bei PCD-Werkzeugen weniger um Hobby-Holzbearbeitung als vielmehr um eine planbare CNC-Fertigung. Das Ziel sind saubere, wiederholbare Schnitte mit weniger Unterbrechungen.
3. Möbelhersteller
Möbelhersteller, die Plattenmaterialien, furnierte Platten, MDF, Sperrholz und Verbundplatten zuschneiden, können von PCD-Werkzeugen profitieren, insbesondere bei der wiederholten Fertigung identischer Teile.
In der Möbelherstellung kommt es auf Gleichmäßigkeit an. Ein Werkzeug, dessen Schneide länger scharf bleibt, kann dazu beitragen, vom ersten bis zum letzten Teil eine gleichbleibende Schnittqualität zu gewährleisten.
4. Schilder-, Display- und Ausstellungsgeschäfte
Schilder- und Displayhersteller schneiden häufig Materialien, die für Hartmetallwerkzeuge eine große Belastung darstellen, darunter Aluminiumverbundwerkstoffe, Kunststoffe, PVC, Acryl, HDPE, Schaumstoffplatten und Verbundplatten.
PCD-Werkzeuge können eine hervorragende Wahl sein, wenn diese Betriebe täglich dieselben Werkstoffe bearbeiten, insbesondere wenn sowohl die Kantenqualität als auch die Produktionsgeschwindigkeit eine Rolle spielen.
5. Hersteller von Wohnmobilen, Booten und Transportfahrzeugen
Hersteller von Wohnmobilen, Booten und Transportfahrzeugen verwenden häufig leichte Verbundwerkstoffe, Glasfaserplatten, Strukturschaum, Sperrholz und andere abrasive Materialien. Genau diese Materialien können die Standzeit von Hartmetallwerkzeugen schnell verkürzen.
Für Hersteller von Fußböden, Paneelen, Innenausstattungskomponenten oder Leichtbau-Strukturteilen können PCD-Fräser den Werkzeugverschleiß verringern und die Produktionssicherheit verbessern.
6. Hersteller von Verbundwerkstoffen
Verbundwerkstoffhersteller, die Glasfaser, faserverstärktes Urethan, Strukturschaum, kundenspezifische Verbundwerkstoffe und Leichtbauplatten schneiden, sind ideale Kandidaten für den Einsatz von PCD-Werkzeugen.
Verbundwerkstoffe sind oft abrasiv, und der Werkzeugverschleiß kann bei hohen Produktionsmengen zu einem erheblichen Kostenfaktor werden. PCD-Werkzeuge sind speziell für solche anspruchsvollen Einsatzbedingungen ausgelegt.
7. Kunststoffverarbeiter
Einige Kunststoffbearbeitungsbetriebe setzen PCD-Werkzeuge für lange CNC-Bearbeitungsläufe bei Materialien wie Acryl, HDPE, PVC und anderen Kunststoffen ein. Ob der Einsatz von PCD sinnvoll ist, hängt vom Material, den Anforderungen an die Schnittqualität und dem Produktionsvolumen ab.
Für gelegentliche Schneidarbeiten an Kunststoffen können Hartmetall oder beschichtetes Hartmetall ausreichend sein. Für wiederholte Serienbearbeitungen könnte es sich lohnen, PCD in Betracht zu ziehen.
8. Anwendungen im Bereich Leiterplatten und Elektronik
Glasfaser-Leiterplatten sind äußerst abrasiv. Für Betriebe, die glasfaserverstärkte Werkstoffe oder ähnliche Substrate bearbeiten, bieten PCD-Werkzeuge möglicherweise eine längere Standzeit der Schneidkante als Hartmetallwerkzeuge.

Für welche Werkstoffe sind PCD-Fräser geeignet?
PCD-Fräser kommen vor allem dann zum Einsatz, wenn das Material so abrasiv ist oder die Produktionsserie so umfangreich ist, dass Hartmetallfräser zu schnell verschleißen.
Zu den gängigen Materialien gehören:
- MDF
- MDF mit Melaminbeschichtung
- Spanplatte
- Spanplatte
- Sperrholz
- Furnierte Platten
- Aluminium-Verbundwerkstoff
- Komposit-Paneele
- Fiberglas
- Leiterplatte aus Glasfaser
- Faserverstärktes Urethan
- Faserverstärkter Strukturschaum
- Leichte Verbundwerkstoffe
- Kunststoffe
- Laub- und Nadelhölzer in der Produktion
Mit PCD lassen sich Holzwerkstoffe schneiden, doch das bedeutet nicht, dass der typische Hobby-Holzbearbeiter diese Technologie benötigt. Der Vorteil kommt erst dann zum Tragen, wenn in der Werkstatt so viel Material geschnitten wird, dass die längere Standzeit der Werkzeuge die höheren Werkzeugkosten ausgleicht.

PCD-Fräser im Vergleich zu Hartmetall-Fräsern
Hartmetall-Fräser sind für viele CNC-Anwender nach wie vor die richtige Wahl. Sie sind kostengünstiger, in vielen Geometrien erhältlich und eignen sich gut für allgemeine Zerspanungsaufgaben. Für kleine Werkstätten, die Prototypenfertigung, Kleinserien oder die Bearbeitung gemischter Werkstoffe kann Hartmetall die sinnvollere Anschaffung sein.
PCD-Fräser sind die bessere Wahl, wenn Standzeit, Betriebszeit und gleichbleibende Qualität wichtiger sind als die Anschaffungskosten.
| Faktor | Hartmetall-Router-Bits | PCD-Fräser-Bits |
|---|---|---|
| Anfängliche Kosten | Unter | Höher |
| Standzeit | Gut | Deutlich längere Lebensdauer bei abrasiven Materialien |
| Am besten geeignet für | Allgemeine CNC-Bearbeitung, kleinere Stückzahlen, gemischte Aufträge | Serienzuschnitt, abrasive Materialien, wiederkehrende Aufträge |
| Reduzierung der Ausfallzeiten | Begrenzt | Deutlicher Vorteil in Geschäften mit hohem Umsatz |
| Bester Käufer | Hobbybastler, kleine Werkstätten, Spezialanfertigungsbetriebe | CNC-Fertigungsbetriebe und Hersteller |
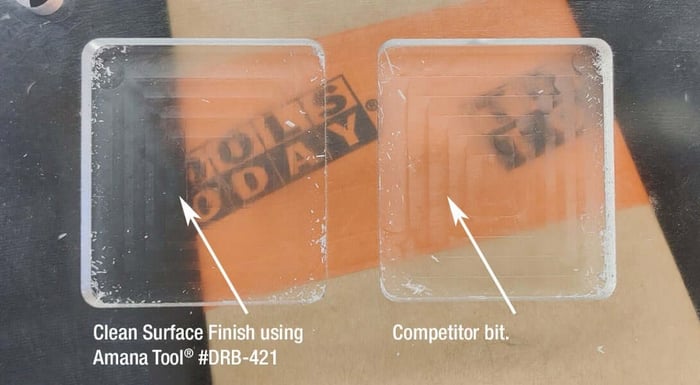 Die Oberflächenqualität wird durch Fräser mit polykristallinen Diamantspitzen (PCD) deutlich verbessert
Die Oberflächenqualität wird durch Fräser mit polykristallinen Diamantspitzen (PCD) deutlich verbessertWann lohnt sich die Investition in PCD?
Der Einsatz von PCD-Werkzeugen macht dann Sinn, wenn die Kosten für den Austausch von Hartmetallbohrern geringer sind als die Kosten für den Stillstand der CNC-Maschine.
PCD könnte sich lohnen, wenn:
- Sie schneiden täglich MDF, Melamin, Spanplatten, Verbundwerkstoffe oder ACM
- Sie tauschen Hartmetallbohrer regelmäßig aufgrund von Verschleiß aus
- Sie führen lange, verschachtelte Sheet-Jobs aus
- Sie benötigen eine gleichbleibende Kantenqualität bei vielen Teilen
- Werkzeugwechsel unterbrechen die Produktion
- Ihr Betrieb erfasst die Kosten pro Teil, nicht nur die Werkzeugkosten
- Ausschuss oder Nacharbeit sind kostspielig
Wann ist Hartmetall immer noch die bessere Wahl?
PCD ist nicht automatisch die beste Wahl für jeden CNC-Anwender. In vielen Fällen bieten hochwertige Hartmetallwerkzeuge nach wie vor ein besseres Preis-Leistungs-Verhältnis.
Hartmetall ist möglicherweise die bessere Wahl, wenn:
- Man schneidet eher gelegentlich als kontinuierlich
- Sie sind Hobbybastler oder betreiben eine kleine Werkstatt für Sonderanfertigungen
- Sie wechseln häufig zwischen verschiedenen Materialien und Auftragsarten
- Sie testen neue Entwürfe oder fertigen Prototypen an
- Ihre Hartmetallbohrer halten bereits lange genug
- Durch Werkzeugwechsel geht keine nennenswerte Produktionszeit verloren
Kurz gesagt: Wenn sich Ihre Hartmetallbohrer nicht schnell abnutzen, brauchen Sie vielleicht noch keine PCD-Bohrer.
Warum die Kompressionsgeometrie eine Rolle spielt
Viele der in der CNC-Fertigung verwendeten PCD-Fräser sind Kompressionsfräser. Ein Kompressionsfräser vereint eine Aufwärts- und eine Abwärtsschneidgeometrie. Der untere Teil der Schneide zieht die Späne nach oben, während der obere Teil sie nach unten drückt.
Dadurch wird das Ausbrechen von Spänen sowohl an der Ober- als auch an der Unterseite von Plattenmaterialien verringert, weshalb Kompressionsbohrer besonders gut für Sperrholz, Melaminplatten, furnierte Platten, laminierte Platten und Schrankteile geeignet sind.
Um optimale Ergebnisse zu erzielen, müssen die Materialstärke und die Schnitttiefe so gewählt werden, dass die Kompressionsgeometrie ordnungsgemäß funktionieren kann. Ist der Schnitt zu flach, greifen die Abschnitte für den Abwärts- und Aufwärtsschnitt möglicherweise nicht wie vorgesehen in das Material ein.
 CNC-Fräser mit PCD-Spitzen (Polykristalliner Diamant) zum Bearbeiten von Spoilboards und T-Nut-Fräser mit PCD-Spitzen – verwechseln Sie diese nicht :)
CNC-Fräser mit PCD-Spitzen (Polykristalliner Diamant) zum Bearbeiten von Spoilboards und T-Nut-Fräser mit PCD-Spitzen – verwechseln Sie diese nicht :)Wie man den ROI betrachtet
Der größte Fehler besteht darin, PCD und Hartmetall ausschließlich anhand des Kaufpreises zu vergleichen. PCD sollte anhand der Gesamtproduktionskosten bewertet werden.
Bedenken Sie Folgendes:
- Wie viele Hartmetallbohrer verwenden Sie derzeit für dasselbe Material?
- Wie oft die CNC-Maschine für Werkzeugwechsel anhalten muss
- Wie viel Arbeitsaufwand ist mit dem Nachstellen von Werkzeugen verbunden?
- Wie viel Ausschuss oder Nacharbeit entsteht durch stumpfe Werkzeuge?
- Ob eine längere Standzeit der Werkzeuge längere unbeaufsichtigte Betriebszeiten ermöglichen würde
- Wie wichtig eine gleichbleibende Oberflächenqualität für Ihr Endprodukt ist
Für einen Hobbybastler rechnet sich das vielleicht nie. Für eine serienfertigende Schreinerei, eine Schilderwerkstatt oder einen Verbundwerkstoffhersteller können die Einsparungen jedoch beträchtlich sein.
Ist ein PCD-Fräser das Richtige für Ihre Werkstatt?
PCD-Fräser lassen sich am besten als Produktionswerkzeuge verstehen. Sie sind nicht einfach nur „bessere Holzbearbeitungsfräser“. Es handelt sich um spezialisierte CNC-Werkzeuge, die für Betriebe entwickelt wurden, in denen abrasive Materialien, große Stückzahlen und die Maschinenverfügbarkeit eine wichtige Rolle spielen.
Wenn in Ihrer Werkstatt täglich MDF, Melamin, Verbundplatten, ACM, Glasfaser, Kunststoffe, Sperrholz oder Spanplatten bearbeitet werden, könnte sich die Investition in PCD lohnen. Wenn Sie nur gelegentlich CNC-Arbeiten durchführen, ist ein hochwertiger Hartmetallbohrer möglicherweise immer noch die praktischere Wahl.
Das richtige Werkzeug ist dasjenige, das zu Ihrem Werkstoff, Ihrer Maschine, Ihrem Produktionsvolumen und Ihren Zielen hinsichtlich der Stückkosten passt.
 Möchten Sie Nuten für Lamello®-Systeme fräsen? Sehen Sie sich diePCD-Fräser für das P-System oderdie PCD-Sägeblätter für Zeta P2 an.
Möchten Sie Nuten für Lamello®-Systeme fräsen? Sehen Sie sich diePCD-Fräser für das P-System oderdie PCD-Sägeblätter für Zeta P2 an.Abschließende Überlegungen
PCD-Fräser sind dann besonders sinnvoll, wenn die Standzeit der Werkzeuge direkten Einfluss auf die Rentabilität hat. Für CNC-Fertigungsbetriebe liegt der Vorteil nicht nur in der härteren Schneidkante. Es geht auch um weniger Unterbrechungen, gleichmäßigere Teilequalität, längere Serien und weniger Ausfallzeiten.
Bei richtiger Anwendung können PCD-Werkzeuge eine der kostengünstigsten Modernisierungsmaßnahmen in der Werkstatt sein. Bei falscher Anwendung sind sie möglicherweise einfach überdimensioniert für die jeweilige Aufgabe.
FAQs
Was ist ein PCD-Fräser?
Ein PCD-Fräser (Polykristalliner Diamant) ist ein CNC-Schneidwerkzeug, bei dem Diamantschneidkanten auf ein Hartmetallsubstrat aufgebracht sind. Da Diamant wesentlich härter ist als Hartmetall, haben PCD-Fräser eine deutlich längere Lebensdauer bei der Bearbeitung von abrasiven Werkstoffen wie MDF, Melamin, Spanplatten, Glasfaser, Aluminiumverbundwerkstoffen (ACM) und vielen Verbundplatten.
Sind PCD-Fräser besser als Hartmetallfräser?
Nicht immer. Hochwertige Hartmetall-Fräser sind eine ausgezeichnete Wahl für Hobbybastler, Sonderanfertigungsbetriebe, Prototypen und Kleinserien. PCD-Fräser sind die bessere Investition, wenn ein Betrieb große Mengen an abrasiven Werkstoffen bearbeitet und Werkzeugwechsel, Maschinenstillstandszeiten sowie die Gesamtkosten pro Teil reduzieren möchte.
Welche Branchen profitieren am meisten von PCD-Fräsern?
PCD-Fräser werden häufig von Schrankherstellern, gewerblichen Holzverarbeitungsbetrieben, Möbelherstellern, Schilder- und Displayherstellern, Herstellern von Wohnmobilen und Booten, Verarbeitern von Verbundwerkstoffen, Kunststoffverarbeitern und anderen CNC-Fertigungsbetrieben eingesetzt, die regelmäßig abrasive Werkstoffe bearbeiten.
Welche Materialien können PCD-Fräser bearbeiten?
PCD-Fräser sind für anspruchsvolle Werkstoffe konzipiert, darunter MDF, Melamin, Spanplatten, Sperrholz, Hartholz, Weichholz, Aluminiumverbundwerkstoffe (ACM), Glasfaser, Verbundplatten, Kunststoffe, faserverstärkte Werkstoffe und Strukturschaum. Sie erweisen sich insbesondere bei der Bearbeitung von Werkstoffen als besonders wertvoll, die Hartmetallwerkzeuge schnell abnutzen.
Warum sind PCD-Fräser so teuer?
PCD-Werkzeuge sind teurer, da ihre Schneidkanten aus im Labor hergestelltem polykristallinem Diamant bestehen, der mit Hartmetall verbunden ist. Zwar ist die Anfangsinvestition höher, doch viele Fertigungsbetriebe stellen fest, dass die längere Standzeit der Werkzeuge, die geringere Anzahl an Werkzeugwechseln, die reduzierten Stillstandzeiten und die gesteigerte Produktivität ihre Gesamtbearbeitungskosten senken.
Wie lange halten PCD-Fräser?
Die Standzeit hängt vom Werkstoff, den Vorschubgeschwindigkeiten, der Spindeldrehzahl und den Bearbeitungsbedingungen ab. Bei abrasiven Werkstoffen halten PCD-Fräser oft um ein Vielfaches länger als Hartmetallwerkzeuge. In der Serienfertigung kann die verlängerte Standzeit Maschinenstillstandszeiten erheblich reduzieren und die Produktivität steigern.
Lohnen sich PCD-Fräser für kleine Werkstätten?
Für viele kleine oder gelegentliche CNC-Anwender bieten hochwertige Hartmetall-Fräser das beste Preis-Leistungs-Verhältnis. PCD-Fräser lohnen sich in der Regel erst dann, wenn ein Betrieb hohe Produktionsmengen bewältigt, täglich abrasive Werkstoffe bearbeitet oder durch häufige Werkzeugwechsel erhebliche Produktionszeit verliert.
Können PCD-Fräser geschärft werden?
Ja. Im Gegensatz zu Einwegwerkzeugen lassen sich viele PCD-Fräser mehrfach fachgerecht nachschärfen. Dies trägt dazu bei, die Lebensdauer des Werkzeugs zu verlängern, und kann die langfristige Rentabilität für Produktionsbetriebe weiter verbessern.


