![]()
So erstellen Sie Schachtelungen in Vectric VCarve: Eine Schritt-für-Schritt-Anleitung
Inhaltsübersicht
Die Holzpreise werden nicht billiger. Wenn Sie Vektoren manuell auf Ihrem Blatt hin- und herziehen, Teile nach Augenmaß drehen und versuchen, „noch eine“ Komponente auf die Platte zu quetschen, verschwenden Sie wahrscheinlich mehr Material, als Ihnen bewusst ist.
Hier kommen die in Vectric VCarve integrierten Verschachtelungswerkzeuge ins Spiel.
Durch effizientes CNC-Schachteln können Sie jeden Quadratzentimeter Sperrholz, MDF, Kunststoff oder Verbundwerkstoff optimal ausnutzen, die Produktion beschleunigen und Fehler reduzieren. Ganz gleich, ob Sie Schrankteile, Schilder, Schubladenkomponenten, Schablonen oder Serienfertigungen in Chargen zuschneiden – ein gut durchdachter Schachtelungs-Workflow kann die Effizienz erheblich steigern.
Und das Beste daran: Beim Verschachteln geht es nicht nur darum, Material zu sparen. Richtig ausgeführt, hilft es auch, Werkzeugkollisionen zu vermeiden, verbessert die Saugkraft der Vakuumhalterung und sorgt für sauberere und sicherere Schnitte.
In dieser Anleitung gehen wir den gesamten Arbeitsablauf für das Verschachteln von Teilen in VCarve durch – von der Einrichtung bis zur Werkzeugwegberechnung – und geben Ihnen dabei einige praktische Tipps für die Produktion, mit denen Sie Zeit und Material sparen und Werkzeugbruch vermeiden können.
Checkliste vor dem Nesting: Was Sie tun sollten, bevor Sie auf die Schaltfläche klicken
Bevor Sie VCarve Ihre Teile automatisch anordnen lassen, müssen Sie der Software genaue Informationen zur Verfügung stellen. Die Qualität der Anordnung hängt entscheidend von der zugrunde liegenden Konfiguration ab.
Messen Sie Ihr Material genau
Gehen Sie niemals davon aus, dass Ihr Sperrholz oder MDF genau die auf dem Etikett angegebene Stärke hat.
Eine „3/4-Zoll“-Platte hat selten genau 0,750 Zoll. Bei Sperrholz in Möbelqualität, MDF, Melaminplatten und furnierten Platten können erhebliche Abweichungen je nach Hersteller und Feuchtigkeitsbedingungen auftreten.
Verwenden Sie einen Messschieber, um Folgendes zu messen:
- X-Achse: Tatsächliche Blechbreite
- Y-Achse: Tatsächliche Blechlänge
- Z-Achse: Tatsächliche Materialstärke
Das ist wichtig, weil Ihre Schnitttiefen, die Dicke der Zwiebelschichten und die Berechnung der Werkzeugwege alle von einer genauen Materialabmessung abhängen.
Schon eine Abweichung von 0,02 Zoll kann bei verschachtelten Fertigungsläufen zu Problemen führen.
 Bringen Sie Ihre Holzarbeiten auf das nächste Level – mit dem„Carbide-3D Crush-It Essential“-Klemmen-Set
Bringen Sie Ihre Holzarbeiten auf das nächste Level – mit dem„Carbide-3D Crush-It Essential“-Klemmen-SetErstellen Sie einen Pufferbereich namens „Clamp Zone“
Die meisten mittelgroßen CNC-Maschinen verwenden:
- T-Schienen-Klemmen
- Nockenklemmen
- Vakuumbeutel
- Hybride Niederhaltesysteme
Sie sollten vermeiden, dass VCarve Teile direkt über Ihrer Niederhaltevorrichtung anordnet.
Legen Sie vor dem Verschachteln Sicherheitsabstände an den Außenkanten des Arbeitsblatts fest. Dadurch entsteht ein spezieller „Sicherheitsbereich“, der den Schneidkopf sicher von den physischen Halterungen fernhält.
Selbst Geschäfte mit Vakuumtischen lassen oft einen kleinen Rand frei, um unebene Werkskanten oder verzogene Ecken zu vermeiden.
Ein guter Ausgangspunkt ist:
- 0,5" bis 1" Rand an allen Seiten für Vakuumtische
- Mindestens 2 Zoll Freiraum für mechanische Klemmsysteme
Gruppiere deine Vektoren richtig
Das ist einer der häufigsten Anfängerfehler beim VCarve-Nesting.
Wenn Ihre Vektoren für Innenbohrungen, Schlitze, Nuten und Außenprofile nicht gruppiert sind, verteilt VCarve sie beim Verschachteln möglicherweise unabhängig voneinander über das gesamte Blatt.
Das bedeutet:
- Hier eine Schrankseite
- Die Schraubenlöcher sind dort drüben
- Der Profilvektor liegt ganz woanders
Vor dem Einbetten:
- Alle Vektoren auswählen, die zu einem einzigen Teil gehören
- Gruppiere sie
- Für jede einzelne Komponente wiederholen
Dadurch wird sichergestellt, dass jedes Teil als komplette Einheit verschachtelt wird.
 VCarve-Meisterkurs: Schöpfen Sie das volle Potenzial Ihrer CNC-Maschine aus – mit dem ultimativen Leitfaden zur Beherrschung von 2D-Konstruktion und Werkzeugweg-Erstellung. Ganz gleich, ob Sie absoluter Anfänger oder fortgeschrittener Anwender sind: Dieser Kurs wurde entwickelt, um Frustrationen zu vermeiden und Ihnen einen klaren, strukturierten Weg zum Erfolg aufzuzeigen.
VCarve-Meisterkurs: Schöpfen Sie das volle Potenzial Ihrer CNC-Maschine aus – mit dem ultimativen Leitfaden zur Beherrschung von 2D-Konstruktion und Werkzeugweg-Erstellung. Ganz gleich, ob Sie absoluter Anfänger oder fortgeschrittener Anwender sind: Dieser Kurs wurde entwickelt, um Frustrationen zu vermeiden und Ihnen einen klaren, strukturierten Weg zum Erfolg aufzuzeigen.Der Schritt-für-Schritt-Leitfaden für das VCarve-Nesting
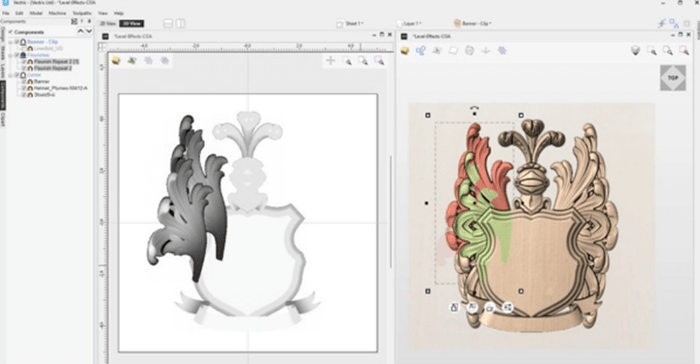
Schritt 1: Rufen Sie das Verschachtelungswerkzeug auf
Wählen Sie in VCarve die Vektoren aus, die Sie anordnen möchten.
Navigieren Sie dann zu:
Objekte bearbeiten → Ausgewählte Vektoren verschachteln
Dadurch wird der Verschachtelungsdialog geöffnet, in dem Sie Abstände, Drehberechtigungen, Rahmen und die Handhabung der Blätter festlegen können.
Schritt 2: Werkzeugdurchmesser und Freiraum festlegen
Dieser Schritt ist weitaus wichtiger, als den meisten Anfängern bewusst ist.
Bei der Festlegung Ihrer verschachtelten Abstände müssen Sie Folgendes berücksichtigen:
- Der tatsächliche Fräserdurchmesser
- Werkzeugdurchbiegung
- Maschinengenauigkeit
- Warenbewegung
- Sichere Spanabfuhr
Wenn Sie beispielsweise einen 1/4"-Spektra™-Kompressionsbohrer von Amana Tool verwenden, sollte der Abstand in der Regel größer sein als der Durchmesser des Bohrers selbst.
Eine gängige Regel für den produktionssicheren Einsatz lautet:
:contentReference[oaicite:1]{index=1}
Wo:
- D = Werkzeugdurchmesser
- C = Mindestabstand
Also mit einem 1/4-Zoll-Bohrer:
- Werkzeugdurchmesser = 0,25"
- Empfohlener Abstand ≈ 0,50"
Kann man noch enger verschachteln? Manchmal.
Eine engere Anordnung verringert jedoch den Raum für den Spanabtransport und erhöht das Risiko von Hitzestau, nachwachsenden Spänen, Werkzeugbruch oder Instabilität kleiner Werkstücke während der Bearbeitung.
Beim serienmäßigen Schneiden lohnt sich ein etwas größerer Abstand in der Regel wegen der damit verbundenen höheren Zuverlässigkeit.
Schritt 3: Randabstand festlegen
Die Kanten von Blechen ab Werk sind nicht immer perfekt.
Sperrholz kann geliefert werden mit:
- Leichte Verformung
- Beschädigte Ecken
- Lücken
- Delaminierung
- Schräge Kanten
Wenn man einen Randabstand lässt, lassen sich diese Mängel vermeiden und es werden sicherere Befestigungsbedingungen am Randbereich geschaffen.
Typische Lücken an den Produktionsrändern:
- 0,25"–0,5" für Präzisionsbleche
- mindestens 0,75" bei minderwertigem Sperrholz oder verzogenem Material
Schritt 4: Regeln für die Drehung der Teile festlegen
Hier kommt es auf Materialkenntnisse an.
Materialien, die in der Regel eine freie Drehung ermöglichen
- MDF
- HDPE
- Acryl
- PVC
- Schaumstoffplatte
- Viele Kunststoffe
Bei diesen Materialien lässt sich die Plattenausnutzung oft erheblich verbessern, wenn eine Drehung um 45° oder 90° möglich ist.
Werkstoffe, bei denen in der Regel eine Kornausrichtung erforderlich ist
- Hartholz-Sperrholz
- Furniertes Sperrholz
- Massivholzplatten
- Dekorlaminate
Bei diesen Werkstoffen kann eine uneingeschränkte Drehung zu einer unterschiedlichen Faserrichtung zwischen benachbarten Teilen führen.
Das könnte in folgenden Fällen inakzeptabel sein:
- Schranktüren
- Möbelkomponenten
- Schubladenfronten
- Architektonische Tischlerarbeiten
In solchen Fällen sollten Sie die Drehung beim Verschachteln einschränken, um die optische Konsistenz der Maserung zu gewährleisten.
Schritt 5: Vorschau der mehrseitigen Ausdrucke
Wenn Ihre Teile den verfügbaren Platz auf einem Blatt überschreiten, erstellt VCarve automatisch weitere Blätter:
- Blatt 1
- Blatt 2
- Blatt 3
- usw.
Dadurch wird die Produktionssteuerung bei größeren Aufträgen erheblich vereinfacht.
Überprüfen Sie vor der Werkzeugwegberechnung stets alle erstellten Zeichnungen.
Zu überprüfende Punkte:
- Unerwartet verdrehte Teile
- Winzige, unbrauchbare Randbereiche
- Zu geringe Abstände
- Teile, die zu nah an den Klemmen liegen
- Mögliche Probleme mit der Befestigung
 KOSTENLOSE CNC-Baupläne für Schranktüren im Shaker-Stil aus MDF – zum Herunterladen und individuell anpassbar.Enthält eine Schritt-für-Schritt-Anleitung, SVG-Dateien, DXF-Dateien sowie Dateien für Vectric Aspire und Vectric V-Carve Pro, die beide mit Version 9 und höher kompatibel sind. Die Vectric-Dateien enthalten alle für Sie voreingestellten Werkzeugwege.
KOSTENLOSE CNC-Baupläne für Schranktüren im Shaker-Stil aus MDF – zum Herunterladen und individuell anpassbar.Enthält eine Schritt-für-Schritt-Anleitung, SVG-Dateien, DXF-Dateien sowie Dateien für Vectric Aspire und Vectric V-Carve Pro, die beide mit Version 9 und höher kompatibel sind. Die Vectric-Dateien enthalten alle für Sie voreingestellten Werkzeugwege. Werkzeugwege für Ihre verschachtelten Teile: Die wirklichen „Fallstricke“
Das Verschachteln der Vektoren ist nur die halbe Miete.
Gerade beim sicheren Schneiden treten die meisten Probleme bei Anfängern auf.
Die Gefahr kleiner, ineinander verschachtelter Teile
Sobald ein Teil vollständig vom umgebenden Gerüst abgetrennt ist, kann es sich unerwartet bewegen.
Diese Bewegung kann folgende Ursachen haben:
- Staubschutzmanschette
- Drehkraft der Spindel
- Vibration
- Vakuumdruckabfall
- Chipablagerungen
Wenn ein loses Teil in den Fräser gelangt, kann dies folgende Folgen haben:
- Gebrochene Bits
- Beschädigte Teile
- Verlorene Nullposition
- Beschädigte Unterlagsplatten
- Fliegende Geschosse
Verwende Registerkarten oder die Onion-Skin-Methode
Um die Werkstücke während des Schneidvorgangs stabil zu halten, verwenden die meisten CNC-Bediener:
- Registerkarten
- Schicht für Schicht
- Oder beides zusammen
Registerkarten
Bei den Laschen bleiben winzige, ungeschnittene Stege zurück, die das Teil mit dem umgebenden Material verbinden.
Vorteile:
- Sehr sicherer Halt
- Einfach einzurichten
- Zuverlässig für Kleinteile
Nachteile:
- Muss anschließend nachgeschliffen oder nachgeschnitten werden
Zwiebelschälverfahren
Beim „Onion Skinning“ bleibt am unteren Rand des Schnitts eine dünne Materialschicht zurück.
Vorteile:
- Sauberere Kanten
- Ideal für Vakuumtische
- Schnellere Nachbearbeitung
Nachteile:
- Erfordert eine genaue Messung der Materialdicke
- Kann fehlschlagen, wenn das Material zu stark variiert
Viele Fertigungsbetriebe kombinieren beide Methoden, um ein Höchstmaß an Zuverlässigkeit zu gewährleisten.

Warum Kompressionsbohrer für das verschachtelte Fräsen wichtig sind
Für Sperrholz, Melamin, furniertes MDF und laminierte Materialien ist ein Druckbohrer oft die beste Wahl.
Und zwar aus folgendem Grund:
- Aufschnittbohrer führen die Späne nach oben, können jedoch die oberste Furnierlage beschädigen
- Fräser mit nach unten gerichtetem Schneidwinkel schützen die Oberseite, leiten die Späne jedoch nach unten in schmale Kanäle
- Kompressionsbohrer schneiden sowohl die Ober- als auch die Unterkante sauber ab
Dies ist besonders wichtig beim verschachtelten Fräsen, bei dem die Werkstücke dicht beieinander liegen und der Spanabtransport erschwert ist.
Ein Amana Tool Spektra™-Druckbit bietet folgende Vorteile:
- Ausreißen reduzieren
- Die Kantenqualität verbessern
- Laminate sauberer halten
- Weniger Nachschneidespäne
- Verbesserung der Produktionskonsistenz
Deshalb gehören Kompressionsbohrer in vielen CNC-Werkstätten für den Schrankbau, die Schilderherstellung und die Fertigung zur Standardausstattung.
Fazit: Nesting ist ein Produktionsmultiplikator
Effizientes Verschachteln revolutioniert Ihren CNC-Workflow.
Anstatt Teile manuell anzuordnen und teures Material zu verschwenden, helfen Ihnen die Verschachtelungswerkzeuge von VCarve dabei:
- Die Plattenausnutzung maximieren
- Abfall reduzieren
- Die Produktion beschleunigen
- Die Konsistenz verbessern
- Werkzeuge schützen
- Für mehr Sicherheit beim Schneiden sorgen
Für viele mittelständische CNC-Betriebe kann eine optimale Verschachtelung die Produktivität einer Maschine erheblich steigern, ohne dass eine Aufrüstung der Anlagen erforderlich ist.
Bist du bereit, deine Nestbaukünste unter Beweis zu stellen?
Entdecken Sie unsere erstklassige Auswahl an CNC-Stanzwerkzeugen von Amana Tool und laden Sie die vollständig optimierten, verschachtelungsfertigen CNC-Projektpläne direkt aus dem ToolsToday-Shop herunter, um noch heute smarter zu fräsen.
FAQs
Was versteht man unter „Nesting“ in Vectric VCarve?
Unter „Schachteln“ versteht man den Vorgang, bei dem Teile automatisch auf einer Materialplatte angeordnet werden, um den nutzbaren Platz zu maximieren und den Verschnitt zu minimieren. Das Schachtelungswerkzeug von VCarve hilft dabei, Layouts für den CNC-Zuschnitt zu optimieren, indem es Vektoren effizient über eine oder mehrere Platten verteilt.
Warum verteilen sich meine Vektoren beim Verschachteln über das Blatt?
Dies geschieht in der Regel, weil die Vektoren vor dem Verschachteln nicht gruppiert wurden. Innere Bohrungen, Schlitze und Außenkonturen jedes Teils sollten gruppiert werden, damit VCarve sie als ein einziges Bauteil behandelt.
Wie viel Abstand sollte ich zwischen ineinander verschachtelten Teilen lassen?
Ein gängiger Ausgangspunkt ist etwa das Zweifache des Fräserdurchmessers. So funktioniert beispielsweise ein 1/4"-CNC-Fräser oft am besten mit einem Abstand von etwa 1/2", um den Spanabtransport zu verbessern und das Risiko von Werkzeugkollisionen oder Überhitzung zu verringern.
Sollte ich beim Verschachteln eine Drehung der Teile zulassen?
Das hängt vom Material ab. MDF, Kunststoffe und Acryl lassen sich in der Regel frei drehen, um das Material besser auszunutzen. Bei Sperrholz aus Hartholz und furnierten Platten ist oft eine eingeschränkte Drehung erforderlich, um eine gleichmäßige Maserungsrichtung zu gewährleisten.
Warum werden Kompressionsbohrer für das verschachtelte CNC-Fräsen empfohlen?
Kompressionsfräser schneiden sowohl die Ober- als auch die Unterkante sauber ab und tragen so dazu bei, Ausrisse bei Sperrholz, Melamin und laminierten Werkstoffen zu reduzieren. Sie eignen sich besonders gut für das Schneiden von verschachtelten Teilen, da der enge Abstand zwischen den Teilen den Spanabtransport erschweren kann.