
Router Bit Technische Informationen
Auswahl und Verwendung von Router-Bits
Fast jeder Holzarbeiter hat schon einmal einen billigen Oberfräser ausprobiert, weil ihn der niedrige Preis verlockt hat. Wie das Sprichwort sagt, bekommt man das, wofür man bezahlt. Es ist wichtig zu wissen, dass Oberfräsenbits verschiedener Marken zwar gleich aussehen, die wichtigen Unterschiede aber nur mit präzisen Messwerkzeugen und unter Vergrößerung zu erkennen sind.
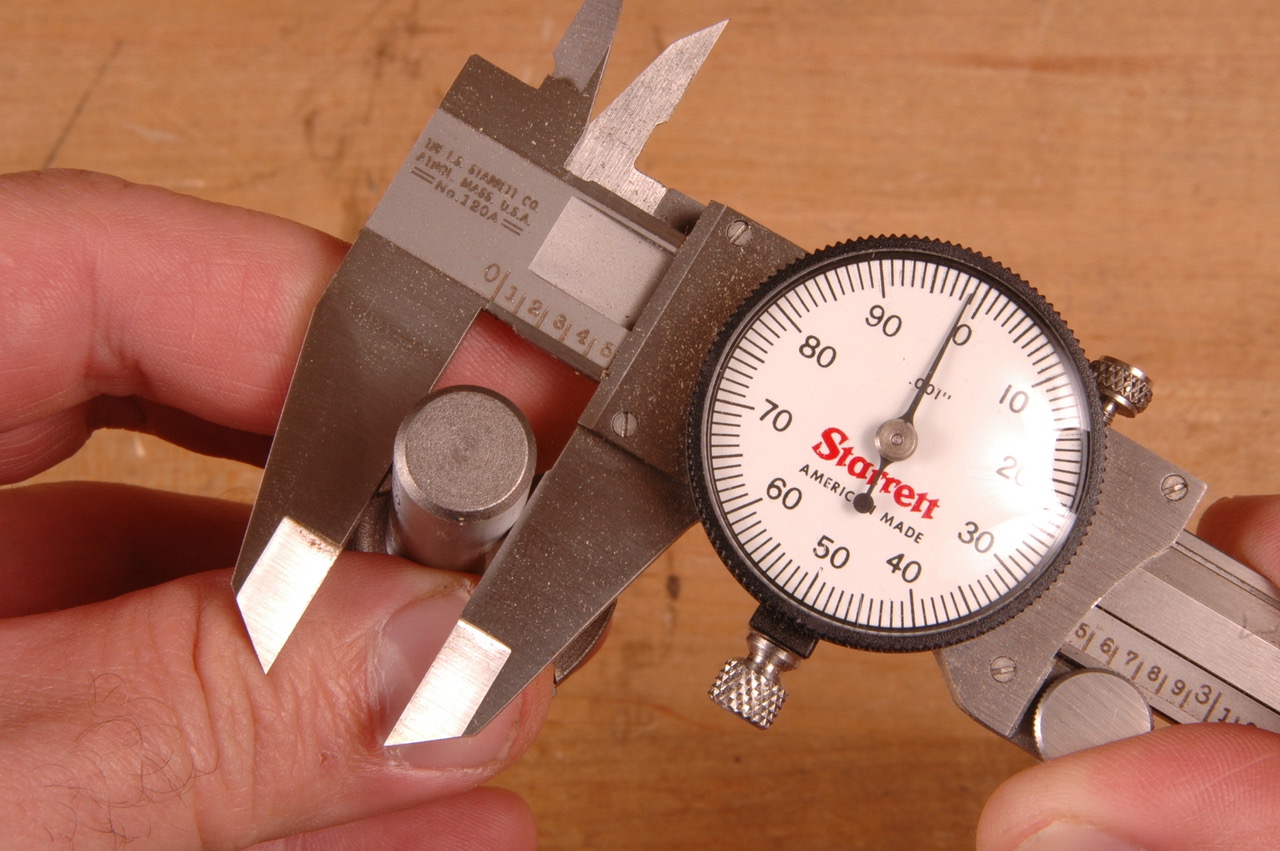
Beispielsweise ist der Schaft eines billigen Bits aufgrund schlampiger Bearbeitung oft unterdimensioniert; dies kann dazu führen, dass der Bit in der Spannzange verrutscht und das Werkstück beschädigt. Im Gegensatz dazu werden Amana Oberfräser-Bits präzise geschliffen, nicht weniger als 0,002" unter dem Spannzangenmaß (siehe Foto unten). Dadurch wird sichergestellt, dass die Spannzange den Schaft des Bits fest greifen kann.
Außerdem verwendet Amana für alle seine Bits nur das beste Hartmetall. Bei billigen Bits werden oft grobe Hartmetallkörner verwendet, die die Schneide nicht halten und während des Gebrauchs sogar abplatzen können. Außerdem sind die Hartmetallspitzen der Amana-Bohrer dicker. Dadurch kann der Bohrer viele Male geschärft werden, was die Lebensdauer des Werkzeugs erheblich verlängert.
Schließlich ist die Qualität der Lötarbeiten von Amana unübertroffen. Durch das Hartlöten wird das Hartmetall mit dem Stahlkörper verbunden. Während der Herstellung muss die Temperatur des Lötprozesses sorgfältig kontrolliert werden; zu kühl und die Haftung wird nicht erreicht, zu viel Hitze kann das Hartmetall beschädigen. Amana Tool verwendet ein hochtechnisches, ausgeklügeltes Lötverfahren, das sicherstellt, dass Sie einen Fräser von höchster Qualität erhalten.
Wenn Sie die Seiten in diesem Katalog sorgfältig durchlesen, werden Sie feststellen, dass viele Bits für die Verwendung in handgeführten Oberfräsen zu groß sind. Wenn Sie die Seiten auf dieser Website sorgfältig durchlesen, werden Sie feststellen, dass viele Bits zu groß für die Verwendung in handgeführten Oberfräsen sind. Sie sind durch den Text in der Seitenbeschreibung gekennzeichnet: Use in a table-mounted router. Nicht für die Verwendung in einer handgeführten Oberfräse! Wenn Sie Ihre Oberfräse umdrehen und unter einem Tisch montieren, wird sie zu einer Mini-Holzfräse und ermöglicht Ihnen eine größere Vielfalt an Profilen als je zuvor.
Zum Beispiel können Sie mit Ihrer Oberfräse Schranktüren mit erhabenen Paneelen herstellen, was nur möglich ist, wenn sie in einem Tisch montiert ist. Klicken Sie hier und sehen Sie sich die verschiedenen Amana-Säulen- und Schienensets an.
Ein Oberfrästisch macht Ihre Oberfräse auch sicherer und sauberer, da Sie einen Schutz und eine Staubabsaugung am Anschlag anbringen können.
Sie müssen nicht Ihr gesamtes Budget für die Holzbearbeitung für einen Oberfrästisch ausgeben; Sie können sich sogar einen eigenen Tisch bauen.
Auswahl einer Bitgröße
Beachten Sie, dass viele Oberfräser sowohl mit einem 1/4"- als auch mit einem 1/2"-Schaft erhältlich sind. Wann immer möglich, ist es am besten, den größeren Schaft zu wählen. Die 1/2"-Bohrerschäfte sind wesentlich stabiler und weniger bruchanfällig als ein kleinerer Schaft. Tatsächlich hat ein 1/2"-Schaft fast die vierfache Oberfläche eines 1/4"-Schaftes. Dennoch sind Bits mit 1/4"-Schaft oft ideal für den Einsatz in kleinen Oberfräsen für Laminat, um kleine Schnitte zu machen, weshalb wir sie anbieten.
Gerade Bits und bündig schneidende Bits sind in verschiedenen Längen erhältlich. Obwohl manchmal längere Schneiden benötigt werden, ist es am besten, die kürzestmögliche Länge zu verwenden, um ein Durchbiegen des Bits und Vibrationen zu vermeiden.
Router Bit Typen
Das Durchblättern der Seiten dieses Katalogs kann aufgrund der vielen Bit-Auswahlen zunächst verwirrend sein. Es ist hilfreich, zunächst zu verstehen, welche Art von Bit Sie benötigen. Router-Bits werden nach der Art des Schnitts kategorisiert, den sie ausführen.
Profil-Bits
Mit diesen Bits können Sie schöne individuelle Leisten für Möbel, Schränke und Zierleisten für Ihr Zuhause herstellen. Zierleisten, Hohlkehlen, Sicken und Fasen sind nur einige der vielen Profile, die Sie auf diesen Seiten finden. Viele Profile sind in verschiedenen Größen erhältlich. Wenn Sie die Größen und Profile miteinander kombinieren, können Sie fast alle Leisten herstellen, die Sie sich für Ihr spezielles Holzbearbeitungsprojekt vorstellen können.
Bei der Auswahl eines Profilbohrers sollten Sie daran denken, dass das Holzprofil dem Profil des Bohrers entgegengesetzt ist. Amana erleichtert die Auswahl des richtigen Profil-Bits durch eine Abbildung des Holzes neben jedem Bit-Profil. Und um es noch einfacher zu machen, sind die Abbildungen maßstabsgetreu und können online unter www.amanatool.com ausgedruckt werden (derzeit begrenzte Stückzahl).
Schlitzungen und Geraden
Sie fragen sich vielleicht: "Tun Schlitz- und gerade Bits nicht das Gleiche?" Ja, aber jeder macht es anders. Schlitzfräser schneiden parallel zur Oberfräsenbasis, gerade Fräser schneiden senkrecht zur Oberfräsenbasis. Wenn Sie zum Beispiel eine Nut in eine gewölbte Türschiene schneiden, um die gebogene Platte aufzunehmen, benötigen Sie einen Schlitzbohrer mit einem Führungslager. Ein gerader Fräser ist für diese Anwendung nicht geeignet, und ein Schlitzfräser reicht nicht aus, um die Aussparungen für die Regalböden in einem Bücherregal zu fräsen. Hierfür benötigen Sie einen geraden Bit.
Schlitz- und gerade Bits gehören zu den nützlichsten Oberfräsenbits, die ein Holzarbeiter besitzen kann, daher ist es wichtig, ein Sortiment in der Bit-Schublade zu haben.
Amana bietet eine große Auswahl an, darunter den innovativen, zeitsparenden Amana E-Z Dial Slot Cutter in zwei Größen. Drehen Sie einfach den Drehknopf und schneiden Sie eine Vielzahl von Schlitzen mit nur einem Bit. Schauen Sie sich diesen Bit hier an.
Tischler-Bits
Heutzutage können Sie mit Ihrer Oberfräse und dem richtigen Bit feine Tischlerarbeiten ausführen. Amana bietet Bits zum Schneiden von Fälzen, Keilzinkenverbindungen, Kastenverbindungen, 45-Grad-Gehrungen und sogar für den altbewährten Schwalbenschwanz.

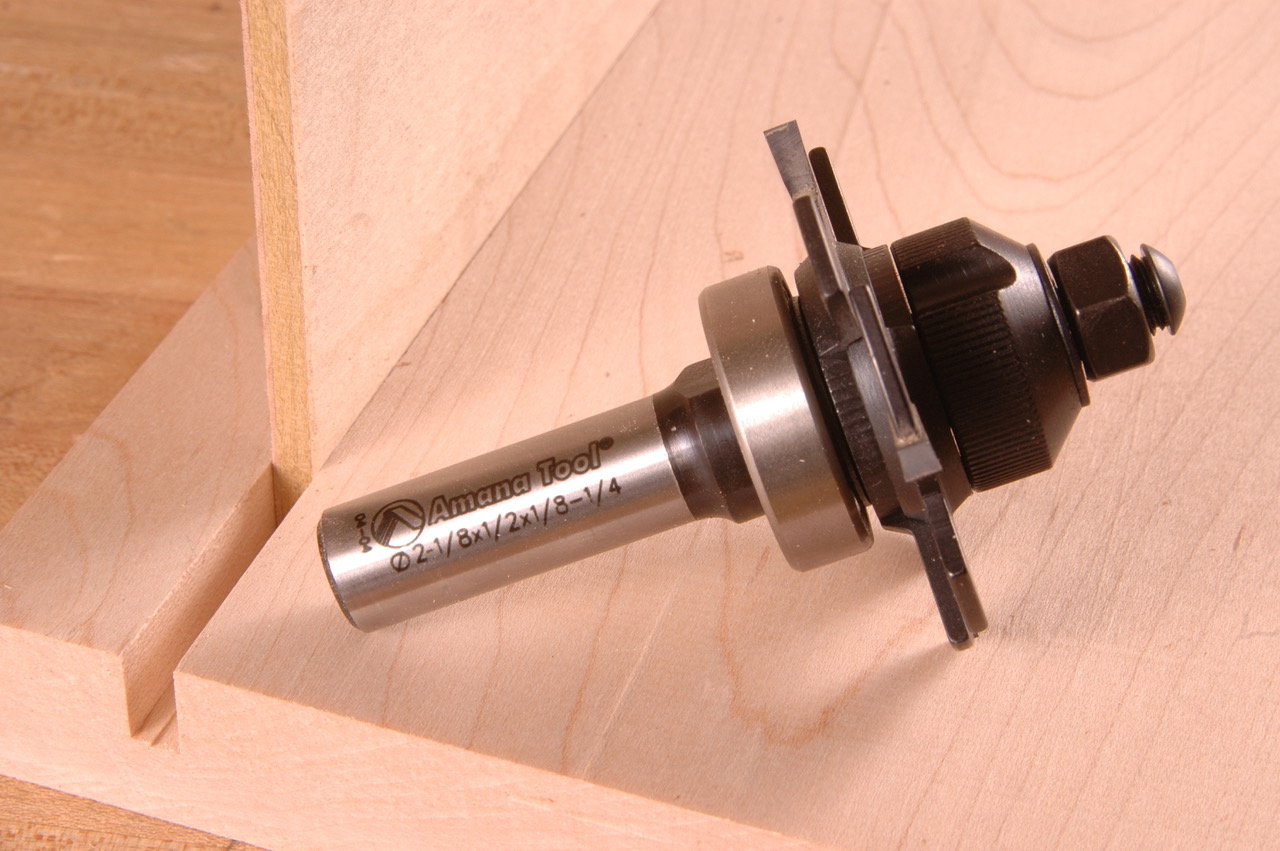
Abgestimmte Bits
Die aufeinander abgestimmten Bits werden paarweise geliefert, um zusammenpassende Verbindungen wie Nut-und-Feder- und Pfosten-Riegel-Profile für die Herstellung von Schranktüren zu schneiden. Sehen Sie sich hier die beliebten InStile-and-Rail-Bitsätze an. Diese einzigartigen Bits lassen sich für eine präzise Passform bei den heutigen unterdimensionierten Sperrholzplatten anpassen.

Flush Trim und Musterbits
Diese Oberfräser steigern die Produktion vielleicht mehr als jeder andere Bit-Typ. Auf den ersten Blick sehen bündige Fräser wie ein gerader Fräser aus. Ein Bündigfräser hat jedoch ein Führungslager am Ende. Musterbits haben ein Lager am Schaft. Beide Ausführungen folgen einer Schablone oder einem Muster, um ein perfektes Duplikat zu erstellen (FOTO 4). Ganz gleich, ob Sie zwei oder zweihundert Exemplare desselben Artikels herstellen, Sie werden einen dieser vielseitigen Bits benötigen.
Für eine besonders glatte Oberfläche bei schwieriger Maserung sollten Sie einen spiralförmigen Bündigfräser verwenden.
CNC-Fräser-Bits
Einige Bits in diesem Katalog sind speziell für den Einsatz in computergesteuerten Oberfräsen (CNC) konzipiert und sollten nicht in einer handgeführten oder tischmontierten Oberfräse verwendet werden.
Bits aus Kunststoff und Aluminium
Diese Bits sind speziell für den Einsatz in Branchen konzipiert, die Kunststoff und Aluminium schneiden.
In-Tech
Wenn Sie besonders sparsam sein wollen, sollten Sie einen Blick auf die Amana In-Tech-Bits werfen. Diese Bits verwenden Vollhartmetalleinsätze, die eine bis zu viermal längere Schneide halten als gelötete Bits (FOTO 5). Diese Bits müssen nicht geschärft werden, es genügt, die Einsätze auszutauschen, und schon sind sie wieder einsatzbereit. Da diese einzigartigen Bits nicht geschärft werden müssen, bleibt das Profil beim Austausch der Einsätze gleich.
Amana In-Tech Bits sind in einer Vielzahl von dekorativen Profilen sowie Bits zum Bündigfräsen und Fälzen erhältlich.
Verwendung Ihrer Amana Tool Router Bits
Nachfolgend finden Sie einige nützliche Hinweise zur Optimierung Ihrer Fräser.
- Bevor Sie den Strom einschalten, überlegen Sie, wie Sie den Schnitt führen wollen. Viele Oberfräsen haben ein Führungslager am Ende, das die Fräse durch eine gekrümmte oder gerade Bahn Ihrer Wahl führt. Einige Bits, wie z. B. gerade Bits, benötigen jedoch einen Anschlag oder eine Buchse, um den Schnitt zu führen.
- Vergewissern Sie sich, dass die Oberfräse vom Stromnetz getrennt ist, bevor Sie einen Oberfräsenbohrer an der Oberfräse montieren . Für eine ordnungsgemäße Montage klemmen Sie den Fräser in die Oberfräse ein, indem Sie den Schaft bis zur richtigen Tiefe einführen, die durch die "K"-Lasermarkierung deutlich gekennzeichnet ist.
- Seien Sie vorsichtig, um das Hartmetall nicht zu beschädigen. Achten Sie bei der Montage des Meißels darauf, dass der Meißel nicht mit den Stahlspannzangen oder den Ringen in der Tischplatte der Oberfräse in Berührung kommt. Ein plötzlicher Aufprall auf eine harte Oberfläche kann die Hartmetallspitzen beschädigen.
- Halten Sie den Bohrer sauber und scharf. Es empfiehlt sich, die Oberfläche des Bits regelmäßig mit einem handelsüblichen Werkzeugreiniger von Rückständen zu befreien. Ein übermäßiger Vorschubwiderstand oder eine raue Oberfläche des Werkstücks sind Anzeichen dafür, dass der Bohrer stumpf ist. Bevor der Meißel diesen Punkt erreicht, sollten Sie ihn zum Schärfen an eine renommierte Schleiferei schicken. Regelmäßiges Schärfen verlängert die Lebensdauer des Meißels, da weniger Karbid abgetragen werden muss, um die Schärfe wiederherzustellen. Versuchen Sie niemals, einen Meißel selbst zu schärfen oder zu schleifen, denn Sie würden die komplexe Geometrie zerstören.
- Lagern Sie Ihre Bits richtig. Oberfräsenbits sind eine Investition in die Holzbearbeitung, die bei richtiger Reinigung, Schärfung und Aufbewahrung viele Jahre lang halten wird. Legen Sie Bits niemals in eine Schublade und lassen Sie sie nicht mit anderen Oberfräsenbits oder Werkzeugen in Kontakt kommen.
- Verwenden Sie die richtige Vorschubgeschwindigkeit. Bei der Verwendung einer Oberfräse gibt es keine feste Vorschubgeschwindigkeit, aber mit ein wenig Übung wissen Sie, wann Sie die Oberfräse oder das Werkstück mit der optimalen Geschwindigkeit vorschieben. Manche Holzbearbeiter führen das Werkstück aus Gewohnheit zu langsam. Das führt dazu, dass der Fräser überhitzt und das Werkstück beschädigt wird. Die übermäßige Hitze verkürzt auch die Lebensdauer des Hartmetalls erheblich. Im Gegensatz dazu kann ein zu schneller Vorschub eine raue, verwaschene Oberfläche hinterlassen. Wenn die Oberfräse ins Stocken gerät, ist dies in der Regel ein Anzeichen dafür, dass sie durch einen zu schnellen Vorschub überlastet ist. Um eine Vorstellung von der optimalen Vorschubgeschwindigkeit zu bekommen, hören Sie der Oberfräse zu, betrachten Sie die Holzoberfläche und untersuchen Sie die anfallenden Späne oder Abfälle. Bei optimaler Vorschubgeschwindigkeit sollte die Oberfräse ruhig und ohne Anstrengung laufen, die Oberfläche des Werkstücks sollte glatt und frei von Verbrennungen oder Verfärbungen sein, und der Fräser sollte kleine Späne und nicht übermäßig viel Feinstaub erzeugen.
- Passen Sie die Geschwindigkeit der Oberfräse an den Durchmesser des Bits an. Die meisten modernen Oberfräsen sind mit Motoren mit variabler Geschwindigkeit ausgestattet. Mit dem Klicken eines Schalters oder dem Drehen eines Drehknopfes kann die Geschwindigkeit leicht auf den Bitdurchmesser abgestimmt werden. Große Bohrer haben eine höhere Umfangsgeschwindigkeit als Bohrer mit kleinem Durchmesser, wenn sie mit der gleichen Drehzahl betrieben werden. Wenn Sie einen großen Plattenbohrer mit einer hohen Drehzahl betreiben, überhitzen Sie den Bohrer und das Werkstück. Im Gegensatz dazu benötigt ein gerader Bohrer mit einem Durchmesser von 1/4" eine höhere Drehzahl, um gleichmäßig zu schneiden.
Sicheres Routing
Wenn Sie einige Sicherheitsrichtlinien befolgen, können Sie sicher und produktiv mit Ihrer Oberfräse und den Oberfräsbits arbeiten und viel Spaß haben.
-
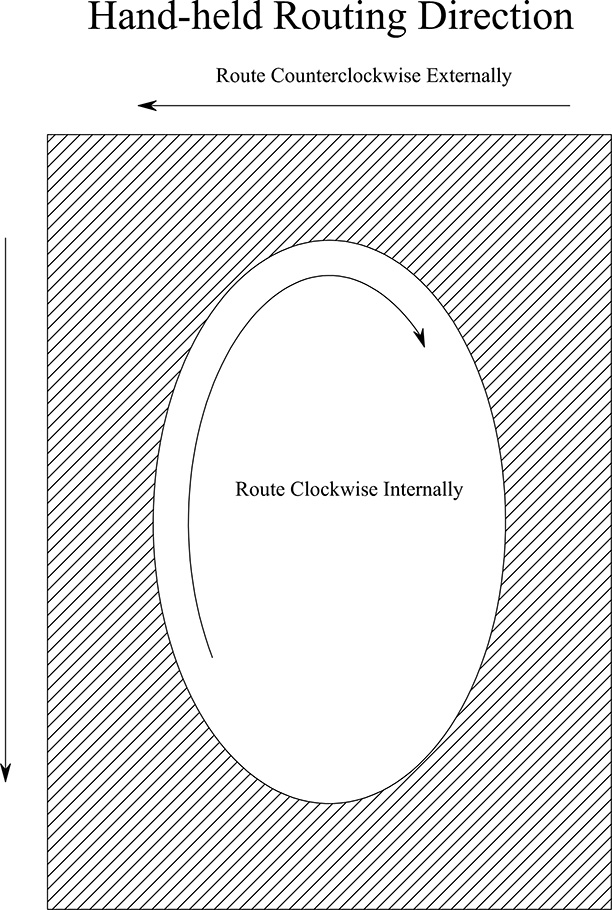 Niemals im Steigflug schneiden. Immer gegen die Rotation des Meißels vorschieben. Dies kann manchmal verwirrend sein, und die Richtung hängt davon ab, ob Sie mit der Hand den Umfang eines Werkstücks oder das Innere eines Werkstücks fräsen oder ob Sie die Oberfräse in einem Tisch verwenden (siehe Zeichnung). Zum Beispiel:
Niemals im Steigflug schneiden. Immer gegen die Rotation des Meißels vorschieben. Dies kann manchmal verwirrend sein, und die Richtung hängt davon ab, ob Sie mit der Hand den Umfang eines Werkstücks oder das Innere eines Werkstücks fräsen oder ob Sie die Oberfräse in einem Tisch verwenden (siehe Zeichnung). Zum Beispiel:
- Wenn Sie mit der Hand den äußeren Umfang eines Werkstücks fräsen, z. B. die Kante einer Tischplatte, schieben Sie die Oberfräse gegen den Uhrzeigersinn.
- Wenn Sie das Innere eines Werkstücks, z. B. eine Öffnung oder einen Ausschnitt, mit der Hand fräsen, schieben Sie die Oberfräse im Uhrzeigersinn.
- Wenn Sie eine Oberfräse auf dem Tisch verwenden, schieben Sie das Material immer von rechts nach links.
- Tragen Sie einen Augenschutz. Dies ist ein guter Rat, wenn Sie ein Elektrowerkzeug benutzen.
- Verwenden Sie einen Gehörschutz. Die langfristige Verwendung von Elektrowerkzeugen, insbesondere von Oberfräsen, ohne Gehörschutz führt zu Gehörverlust. Heute ist es einfacher denn je, einen bequemen, leichten und effektiven Gehörschutz zu finden.
- Starten Sie die Oberfräse nie, wenn der Fräser das Werkstück berührt. Lassen Sie stattdessen die Oberfräse ihre volle Geschwindigkeit erreichen, bevor Sie den Schnitt beginnen.
- Verwenden Sie niemals einen großen Bit in einer handgeführten Oberfräse. Montieren Sie die Oberfräse stattdessen auf einem Tisch.
- Versuchen Sie nicht, ein kleines Werkstück zu verlegen. Wenn Sie z. B. einen schmalen Streifen einer Zierleiste herstellen, formen Sie ein breiteres Brett und reißen Sie die Leiste dann heraus. Das breitere Material sorgt für die erforderliche Masse und bietet eine größere Oberfläche zum Greifen des Werkstücks.
- Schneiden Sie das Netzkabel nicht durch. Es klingt selbstverständlich, aber wenn Sie eine handgeführte Oberfräse verwenden, sollten Sie das Kabel nicht in den Weg der Oberfräse legen.
- Verwenden Sie Schiebestöcke. Wenn Sie eine Tischoberfräse verwenden, benutzen Sie bei schmalen Werkstücken Schiebestöcke, um Ihre Hände vom rotierenden Werkzeug zu entfernen.
- Verwenden Sie einen Schutz. Bringen Sie einen Schutz am Anschlag des Oberfrästisches oberhalb des Bits an. Wenn Ihr Oberfrästisch nicht über einen Schutz verfügt, kaufen Sie einen Nachrüstungsschutz oder bauen Sie einen Schutz.
- Verwenden Sie Federbretter. Wenn möglich, verwenden Sie Federbretter, um das Material unten zu halten.
Terminologie für Router-Werkzeuge
Der Schneiddurchmesser ("D") bezieht sich auf den größten Schneiddurchmesser des Werkzeugs und wird in Bruchteilen, Dezimalzahlen und/oder Millimetern angegeben.
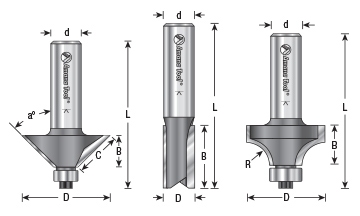
Die Schnittlänge ("B" oder "C") bezieht sich auf die Länge oder "Tiefe" der Schneidkante. Dieses Maß stellt in der Regel die Schneide/Länge parallel zur Länge des Schafts dar. Sie wird in Bruchteilen und/oder Millimetern angegeben.
Der Schaftdurchmesser ("d") bezieht sich auf den größten Durchmesser des Schafts und entspricht dem Innendurchmesser der Oberfräse, der für die Verwendung des Werkzeugs erforderlich ist. Dieses Maß wird in Brüchen dargestellt.
Die Gesamtlänge ("L") bezieht sich auf die Gesamtlänge eines Oberfräsenbohrers von der Oberseite des Schaftes bis zur Unterseite des Werkzeugs an seinem äußersten Punkt. Dieses Maß wird in Bruchteilen und/oder Millimetern angegeben.
Der Radius ('R') einer Werkzeugschneide bezieht sich auf den halben Durchmesser eines vollständigen Kreises und wird in Bruchteilen und/oder Millimetern angegeben.
Der Bevelled Angle ('aº') bezieht sich auf den Winkel, der zwischen der Schneide des Schneidwerkzeugs und einer parallel oder senkrecht zur Schaftlänge gezogenen Geraden gebildet wird, und wird in Grad gemessen.
Der Spanwinkel ("T") bezieht sich auf den Winkel (oder "Haken") der Schneidwerkzeugspitze im Verhältnis zu einer senkrecht durch den Mittelpunkt des Werkzeugs gezogenen Geraden. Dieses Maß wird in Grad gemessen.
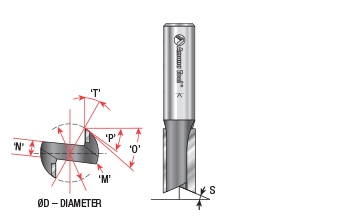
Das primäre Radialspiel ('P') bezieht sich auf den Hinterschliff an der Spitze des Werkzeugs und wird in Grad gemessen.
Das zweite Radialspiel ('O') bezieht sich auf den kombinierten Hinterschliff des Primärspiels und des in den Werkzeugkörper eingeschliffenen Spiels. Dieses Maß wird in Grad gemessen.
Der Eindringungsspielraum ("S") bezieht sich auf den Winkel, der zwischen der Schneide des Schneidwerkzeugs und einer senkrecht zum Schaft des Werkzeugs gezogenen Geraden gebildet wird, und wird in Grad gemessen. Dieser Winkel ermöglicht ein allmähliches Eindringen in das Material.
Der Stegdurchmesser ("N") bezieht sich auf die Dicke des geschliffenen Stahlkörpers des Werkzeugs, einschließlich des Absatzbereichs ("M"). Der Steg muss eine ausreichende Dicke haben, um industriellen Fräsanwendungen standzuhalten.