Warum Ihr CNC-Fräser das Holz verbrennt (und warum eine Verlangsamung das Problem möglicherweise noch verschlimmert)
Inhaltsübersicht
- Auf einen Blick
- Was sind eigentlich die Ursachen für Brandflecken?
- Der Unterschied zwischen Schneiden und Reiben
- Chip-Belastung verstehen – ganz ohne mathematischen Kopfzerbrechen
- Warum eine Verlangsamung die Verbrennung verschlimmern kann
- Anzeichen dafür, dass Ihr CNC-Fräser möglicherweise zu langsam läuft
- Weitere häufige Ursachen für ein Brennen
- Warum Kompressionsbits bei zu zurückhaltendem Einsatz überhitzen können
- So beheben Sie das Problem des „Burning“: Eine praktische Checkliste
- Schritt 1: Bohrer prüfen und reinigen
- Schritt 2: Schau dir die Chips an
- Schritt 3: Vorschubgeschwindigkeit schrittweise erhöhen
- Schritt 4: Drehzahl bei Bedarf reduzieren
- Schritt 5: Verbesserung der Spanabfuhr
- Schritt 6: Schnitttiefe prüfen
- Schritt 7: Orientieren Sie sich zunächst an den Empfehlungen des Herstellers
- Eine CNC-Lektion aus der Praxis
- Häufige Fehler, die zu CNC-Verbrennungen führen
- Abschließende Überlegungen
- FAQs
Warum Ihr CNC-Fräser das Holz verbrennt (und warum eine Verlangsamung das Problem möglicherweise noch verschlimmert)
Verbrennungsspuren an einem CNC-Projekt zu entdecken, kann frustrierend sein, vor allem, wenn der Schnitt in der Vorschau gut aussah und die Werkzeugbahn sinnvoll erschien.
Viele Anfänger reagieren instinktiv damit, die Maschine zu verlangsamen.
Das klingt logisch. Wenn etwas schiefgeht, scheint es sicherer zu sein, etwas zurückzustecken. Wenn der Bohrer das Holz verbrennt, muss er sich wohl zu schnell drehen, oder?
Nicht immer.
In vielen Fällen beim CNC-Fräsen kann eine Verlangsamung die Verbrennung sogar noch verschlimmern. Der Grund dafür liegt in der Wärmeentwicklung, der Reibung und der Spänelast.
Auf einen Blick
Wenn Ihr CNC-Fräser Brandspuren hinterlässt, liegt das Problem nicht immer an einer zu hohen Geschwindigkeit. In vielen Fällen reibt der Fräser zu lange am Holz, anstatt es zu schneiden. Eine zu langsame Fahrt kann die Spanabnahme verringern, Reibung verursachen und genügend Wärme erzeugen, um das Material zu versengen.
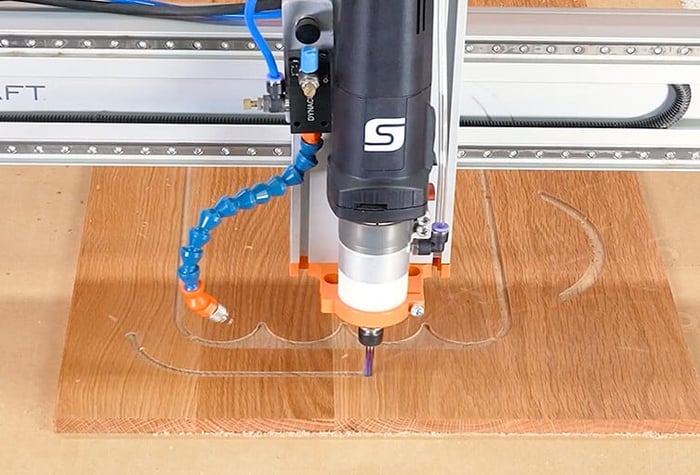
1.000 Zoll pro Minute. Keine Überhitzung. Das ist Spektra™. Bitte beachten Sie: Es handelt sich hierbei um eine Industriemaschine. Die meisten Hobbygeräte erreichen diese Geschwindigkeit nicht. Das liegt jedoch nicht daran, dass der Bohrer dieser Belastung nicht standhalten würde.
Was sind eigentlich die Ursachen für Brandflecken?
Eine Verbrennung entsteht, wenn sich Wärme schneller aufstaut, als sie entweichen kann.
Ein ordnungsgemäß funktionierender Fräser sollte das Material sauber abtragen und die Späne aus dem Schnitt herausbefördern. Diese Späne sind wichtig, da sie dazu beitragen, die Wärme von der Schneide abzuleiten.
Wenn der Bohrer nicht tief genug eindringt, kann es passieren, dass er reibt, anstatt zu schneiden. Diese Reibung erzeugt Wärme. Bei ausreichender Wärme entstehen Brandspuren.
Stellen Sie sich das so vor, als würde man eine Stelle zu lange abschleifen. Irgendwann wird die Oberfläche so heiß, dass sie sich verfärbt.
Der Unterschied zwischen Schneiden und Reiben
Ein CNC-Fräser entfernt Material, indem er bei jeder Umdrehung mit jeder Schneide einen kleinen Hieb ausführt.
Wenn die Maschine zu langsam vorrückt, entfernt jede Schneide zu wenig Material. Anstatt ordentliche Späne zu erzeugen, verursacht der Bohrer feinen Staub. Ein größerer Teil der Schneidenergie wird in Wärme umgewandelt, und das Werkzeug beginnt, das Holz zu polieren oder zu reiben, anstatt es effizient zu schneiden.
Das kann dazu führen, dass:
- Brandspuren
- Mangelhafte Kantenqualität
- Vorzeitiger Werkzeugverschleiß
- Stumpfe Schneidkanten
- Weiteres Schleifen nach der Bearbeitung
Aus diesem Grund kann ein Bohrer, der bei hoher Drehzahl und zu langsamer Vorschubgeschwindigkeit läuft, noch stärker verschleißen als derselbe Bohrer bei einer höheren Vorschubgeschwindigkeit.
Chip-Belastung verstehen – ganz ohne mathematischen Kopfzerbrechen
Die Spanabnahme ist die Materialmenge, die jede Schneide bei jeder Umdrehung abträgt.
Ist die Spanlast zu gering, kann der Bohrer reiben und Wärme entwickeln. Ist die Spanlast zu hoch, kann der Schnitt zu aggressiv werden, was zu Vibrationen, einer schlechten Oberflächenqualität oder sogar zu einem Werkzeugbruch führen kann.
Das Ziel besteht darin, das richtige Gleichgewicht zwischen Vorschubgeschwindigkeit, Spindeldrehzahl, Anzahl der Schneiden, Werkzeugdurchmesser, Werkstoff und Maschinensteifigkeit zu finden.
In der Praxis bedeutet das:
- Wenn Sie Staub statt Späne erzeugen, ist Ihre Spanabnahme möglicherweise zu gering.
- Wenn der Schnitt rau klingt oder die Maschine sich schwer tut, ist Ihre Spanbelastung möglicherweise zu hoch.
- Wenn die Kante sauber ist und die Späne ordnungsgemäß abtransportiert werden, sind Sie der richtigen Balance schon ein Stück näher gekommen.
Warum eine Verlangsamung die Verbrennung verschlimmern kann
Wenn Sie den Vorschub verringern, ohne gleichzeitig die Drehzahl zu senken, nimmt der Bohrer bei jeder Umdrehung einen kleineren Bohrabschnitt auf.
Das bedeutet, dass die Schneide häufiger mit dem Holz in Kontakt kommt, dabei aber weniger Material abträgt. Anstatt Späne abzuschneiden, reibt sie an der Oberfläche.
Je stärker man reibt, desto mehr Wärme entsteht.
Mehr Hitze bedeutet mehr Verbrennung.
Das ist genau das Gegenteil von dem, was viele Anfänger erwarten. In manchen Fällen ist es die sauberere Lösung, nicht langsamer zu werden, sondern den Vorschub zu erhöhen, die Drehzahl zu verringern oder beides auf kontrollierte Weise zu tun.
 Spektra™-Bits wurden entwickelt, um die Haltbarkeit zu erhöhen, die Reibung zu verringern und die Nutzungsdauer des Werkzeugs zu verlängern.Weiterlesen...
Spektra™-Bits wurden entwickelt, um die Haltbarkeit zu erhöhen, die Reibung zu verringern und die Nutzungsdauer des Werkzeugs zu verlängern.Weiterlesen... Anzeichen dafür, dass Ihr CNC-Fräser möglicherweise zu langsam läuft
1. Sie erzeugen Feinstaub statt Späne
Staub ist oft ein Anzeichen dafür, dass der Bohrer nicht richtig greift. Bei einem ordnungsgemäßen CNC-Schnitt sollten in der Regel sichtbare Späne entstehen, nicht nur Staub.
2. Entlang des gesamten Schnitts sind Brandspuren zu sehen
Eine gleichmäßige Verfärbung entlang der Kante deutet häufig auf eine Wärmeentwicklung durch Reibung hin.
3. Der Bohrer wird extrem heiß
Fräser erwärmen sich beim Fräsen, doch übermäßige Hitze kann auf Reibung, eine schlechte Spanabfuhr oder eine stumpfe Schneide hindeuten.
4. Die Spitze wird schnell stumpf
Hitze ist einer der größten Feinde von Hartmetall-Schneidwerkzeugen. Wenn Ihre Bohrer offenbar schnell ihre Schärfe verlieren, sind Ihre Vorschübe und Schnittgeschwindigkeiten möglicherweise zu konservativ gewählt.
Weitere häufige Ursachen für ein Brennen
Der Vorschub ist wichtig, aber er ist nicht der einzige Faktor. Verbrennungen können auch durch den Zustand des Werkzeugs, die Drehzahl, die Holzart, die Spanabfuhr und die Schnitttiefe verursacht werden.
Stumpfe Fräser
Ein stumpfer Bohrer schneidet weniger effizient und verursacht mehr Reibung. Selbst optimale Vorschübe und Drehzahlen können eine abgenutzte Schneide nicht vollständig ausgleichen.
Wenn ein Bit, das früher sauber geschnitten hat, nun Brandspuren hinterlässt, überprüfen Sie es auf Verschleiß, Absplitterungen, Harzablagerungen oder Beschädigungen.
Zu hohe Drehzahl
Eine hohe Drehzahl ist nicht immer besser. Ist die Spindeldrehzahl im Verhältnis zum Vorschub zu hoch, sinkt die Spanbelastung und die Wärmeentwicklung steigt.
In manchen Fällen kann eine Verringerung der Drehzahl bei gleichbleibender Vorschubgeschwindigkeit das Anbrennen verringern und die Kantenqualität verbessern.
Harzreiche oder leicht entflammbare Hölzer
Manche Holzarten brennen leichter als andere. Ahorn, Kirsche und Kiefer sind gängige Beispiele dafür. Harz, Pech und die natürliche Dichte können die Reibung und die Wärmeentwicklung verstärken.
Es kann hilfreich sein, den Bohrer regelmäßig zu reinigen, insbesondere beim Bohren in harzigem Nadelholz.
Mangelhafte Spanabfuhr
Wenn Späne im Schnitt stecken bleiben, kann der Bohrer diese immer wieder neu zerspanen. Dies führt zu einer erhöhten Wärmeentwicklung und kann zu einer schlechten Oberflächenqualität führen.
Eine gute Staubabsaugung, eine geeignete Werkzeugwegstrategie und die richtige Fräsergeometrie können dazu beitragen, Späne effektiver abzuführen.
Zu flacher Schnitt
Sehr leichte Durchgänge können manchmal dazu führen, dass das Material eher gerieben als geschnitten wird. Dies gilt insbesondere bei hoher Drehzahl und geringer Vorschubgeschwindigkeit.
Ein etwas tieferer Schnitt in Kombination mit der richtigen Vorschubgeschwindigkeit kann tatsächlich zu einer kühleren und saubereren Bearbeitung führen.
Warum Kompressionsbits bei zu zurückhaltendem Einsatz überhitzen können
Kompressionsbohrer eignen sich hervorragend für Sperrholz, Melamin, MDF und laminierte Werkstoffe, da sie dazu beitragen, saubere Kanten sowohl an der Ober- als auch an der Unterseite zu erzielen.
Die Kompressionsgeometrie sorgt jedoch auch für einen stärkeren Kontakt mit dem Werkstoff. Ist die Vorschubgeschwindigkeit zu gering, kann der Bohrer reiben und schnell Wärme entwickeln.
Dies ist ein Grund, warum erfahrene CNC-Bediener Kompressionsbohrer oft schneller laufen lassen, als Anfänger erwarten. Bei einer steifen Maschine kann eine höhere Vorschubgeschwindigkeit dazu beitragen, die richtige Spanbelastung aufrechtzuerhalten und ein Anbrennen zu verringern.
So beheben Sie das Problem des „Burning“: Eine praktische Checkliste
Schritt 1: Bohrer prüfen und reinigen
Achten Sie auf stumpfe Kanten, Absplitterungen, Harzablagerungen oder Verfärbungen. Reinigen Sie den Bohrer bei Bedarf und tauschen Sie ihn aus, wenn die Schneide abgenutzt oder beschädigt ist.
Schritt 2: Schau dir die Chips an
Entstehen Späne oder eher Staub? Wenn hauptsächlich Staub entsteht, reibt der Bohrer möglicherweise.
Schritt 3: Vorschubgeschwindigkeit schrittweise erhöhen
Versuchen Sie, den Vorschub in kleinen Schritten, beispielsweise um 10–20 %, zu erhöhen, und beobachten Sie dabei die Schnittqualität, die Geräuschentwicklung und die Spanbildung.
Schritt 4: Drehzahl bei Bedarf reduzieren
Ist die Spindeldrehzahl zu hoch, kann eine Verringerung der Drehzahl dazu beitragen, die Spanabnahme zu erhöhen und die Wärmeentwicklung zu verringern.
Schritt 5: Verbesserung der Spanabfuhr
Sorgen Sie für eine effektive Staubabsaugung und wählen Sie eine Bohrergeometrie, die die Späne bei der jeweiligen Zerspanung gut abführt.
Schritt 6: Schnitttiefe prüfen
Stellen Sie sicher, dass das Werkzeug tatsächlich schneidet und nicht nur an der Oberfläche entlanggleitet. Extrem flache Schnitte können manchmal mehr Wärme erzeugen als erwartet.
Schritt 7: Orientieren Sie sich zunächst an den Empfehlungen des Herstellers
Vorschub- und Drehzahltabellen sind Ausgangspunkte, keine allgemeingültigen Garantien. Die Steifigkeit der Maschine, die Art des Materials, die Werkstückbefestigung, die Werkzeugwegstrategie und die Erfahrung des Bedieners spielen ebenfalls eine Rolle.
Eine CNC-Lektion aus der Praxis
Viele industrielle CNC-Maschinen können Vorschubgeschwindigkeiten erreichen, die Anfängern überraschend hoch erscheinen. Das bedeutet jedoch nicht, dass der Bediener unachtsam ist.
Bei einer stabilen, leistungsstarken Maschine kann eine höhere Vorschubgeschwindigkeit dazu beitragen, dass der Bohrer die richtige Spanbelastung beibehält, Wärme über die Späne abführt und eine sauberere Kante erzeugt.
Bei einer leichten CNC-Fräse könnte dieselbe Vorschubgeschwindigkeit zu hoch sein. Deshalb müssen Vorschub und Drehzahl stets auf die Maschine, das Material, die Werkzeuge und die Einstellung abgestimmt werden.
Die wichtige Erkenntnis lautet: Das Problem der Überhitzung lässt sich nicht dadurch lösen, dass man einfach automatisch langsamer fährt. Man muss vielmehr verstehen, warum sich Wärme staut.
Häufige Fehler, die zu CNC-Verbrennungen führen
- Die Vorschubgeschwindigkeit beim ersten Anzeichen von Problemen verlangsamen
- Die Drehzahl ist für die Vorschubgeschwindigkeit zu hoch
- Verwendung eines stumpfen oder verschmutzten Bohrers
- Die Spanabfuhr ignorieren
- Staub statt Späne erzeugen
- Extrem flache Endbearbeitungsdurchgänge
- Einstellungen von einem völlig anderen Rechner kopieren
- Die Annahme, dass konservative Einstellungen immer sicherer oder sauberer sind
Wenn Sie gerade erst mit einer CNC-Maschine anfangen, kann die Auswahl der richtigen Bohrer schnell verwirrend werden. Schauen Sie sich Matts CNC-Einsteiger-Set für die Holzbearbeitungan.
Abschließende Überlegungen
Brandspuren sind in der Regel ein Zeichen für Hitze und nicht nur für Geschwindigkeit.
Wenn ein CNC-Fräser eher reibt als schneidet, kann eine Verlangsamung dazu führen, dass der Fräser noch mehr Zeit hat, Wärme zu entwickeln. In solchen Fällen kann eine Erhöhung der Vorschubgeschwindigkeit, eine Verringerung der Drehzahl, eine Verbesserung der Spanabfuhr oder der Austausch eines stumpfen Fräsers zu einem saubereren Ergebnis führen.
Entscheidend ist, die Späne zu beobachten, auf den Schnitt zu achten und kontrollierte Anpassungen vorzunehmen. Sobald man den Zusammenhang zwischen Vorschub, Drehzahl, Spanbelastung und Wärmeentwicklung verstanden hat, lassen sich Probleme beim CNC-Fräsen viel leichter diagnostizieren und beheben.
FAQs
Warum verbrennt mein CNC-Fräser das Holz?
Die häufigste Ursache ist eine übermäßige Wärmeentwicklung. Dies kann passieren, wenn der Bohrer am Material reibt, anstatt es effizient zu schneiden. Zu den häufigen Ursachen zählen zu langsame Vorschubgeschwindigkeiten, zu hohe Spindeldrehzahlen, stumpfe Werkzeuge, eine unzureichende Spanabfuhr oder Harzablagerungen am Bohrer.
Kann ein zu langsamer Vorschub zu Verbrennungen führen?
Ja. Wenn der Vorschub zu langsam ist, nimmt die Schneide nur sehr kleine Späne auf und bleibt länger mit dem Holz in Kontakt. Anstatt Späne zu erzeugen, kann der Bohrer feinen Staub und Reibung verursachen, was Wärme erzeugt und Brandspuren hinterlassen kann.
Sollte ich die Drehzahl verringern, wenn mein Fräser verbrennt?
Manchmal. Ist die Spindeldrehzahl im Verhältnis zur Vorschubgeschwindigkeit zu hoch, verringert sich die Spanbelastung, und der Bohrer kann anfangen zu reiben, anstatt zu schneiden. Eine Verringerung der Drehzahl bei Beibehaltung einer angemessenen Vorschubgeschwindigkeit kann oft dazu beitragen, die Wärmeentwicklung zu reduzieren und die Schnittqualität zu verbessern.
Woran erkenne ich, ob meine Chip-Belastung zu gering ist?
Eines der deutlichsten Anzeichen ist die Art des Abfalls, der aus der Fräse austritt. Wenn hauptsächlich feiner Staub statt sichtbarer Späne anfällt, ist Ihre Spanabnahme möglicherweise zu gering. Brandspuren, übermäßige Hitzeentwicklung und vorzeitiger Werkzeugverschleiß können ebenfalls auf eine unzureichende Spanabnahme hindeuten.
Führen stumpfe Fräser zu Verbrennungen?
Auf jeden Fall. Eine stumpfe Schneide erfordert mehr Kraft zum Abtragen von Material und erzeugt mehr Reibung. Selbst bei korrekten Vorschüben und Drehzahlen kann ein abgenutzter oder beschädigter Bohrer Brandspuren hinterlassen, die Schnittqualität beeinträchtigen und die Standzeit des Werkzeugs verkürzen.
Warum hinterlässt mein Kompressionsbohrer Brandspuren in Hartholz?
Kompressionsbohrer haben eine größere Schneidkantenfläche als viele andere Bohrertypen. Bei zu langsamer Bearbeitung können sie erhebliche Wärme entwickeln, insbesondere bei dichten Harthölzern wie Ahorn oder Kirsche. Oft hilft es, die Vorschubgeschwindigkeit zu erhöhen, die Drehzahl zu verringern oder einen schärferen Bohrer zu verwenden.
Beeinflusst die Staubabsaugung die Verbrennung?
Ja. Eine effektive Staubabsaugung trägt dazu bei, Späne aus dem Schnittbereich zu entfernen. Wenn Späne im Schnitt zurückbleiben, kann der Bohrer diese wiederholt bearbeiten, was zu erhöhter Reibung und Wärmeentwicklung führt. Eine bessere Spanabfuhr führt oft zu einem kühleren Schnitt und saubereren Kanten.
Was sollte ich als Erstes überprüfen, wenn ich Brandspuren sehe?
Überprüfen Sie zunächst den Bohrer. Achten Sie auf stumpfe Kanten, Harzablagerungen oder Beschädigungen. Untersuchen Sie anschließend die anfallenden Späne, überprüfen Sie Ihre Einstellungen für Vorschubgeschwindigkeit und Drehzahl und stellen Sie sicher, dass die Späne effektiv aus dem Schnittbereich abtransportiert werden. In vielen Fällen reicht eine kleine Anpassung aus, anstatt eine größere Änderung vorzunehmen.