Warum Empfehlungen für CNC-Vorschubgeschwindigkeiten keine Geschwindigkeitsbegrenzungen sind
Inhaltsübersicht
- Auf einen Blick
- Die Frage, die uns ständig gestellt wird
- Das Werkzeug: Amana Tool 46172-K Kompressionsspiral
- Derselbe Chip. Verschiedene Geräte. Völlig unterschiedliche Ergebnisse.
- Warum die von Amana empfohlenen Vorschubgeschwindigkeiten niedriger sind
- Warum wir nicht einfach schreiben: „Diesen Abschnitt mit 1.000 IPM ausführen“
- Der Vorschub allein sagt noch nicht alles aus
- Ein einfaches Beispiel für die Chip-Last
- Warum zu langsames Laufen ebenfalls ein Problem sein kann
- Was passiert, wenn man zu schnell drückt?
- So erhöhen Sie sicher die Vorschubgeschwindigkeit Ihrer CNC-Maschine
- Was das 1.000-IPM-Video wirklich zeigt
- Die Quintessenz
- Wie schnell läufst du?
- FAQs
Du hast die Videos wahrscheinlich schon gesehen.
Eine CNC-Fräse schneidet mit scheinbar unglaublicher Geschwindigkeit durch Plattenmaterial. Die Späne fliegen nur so umher. Die Teile sind in Sekundenschnelle fertig. Die Schnittqualität ist hervorragend.
Dann schlägst du in der Vorschub- und Schnittgeschwindigkeitstabelle für denselben Bohrer nach und stellst fest, dass die empfohlene Vorschubgeschwindigkeit nur einen Bruchteil dessen beträgt, was du gerade gesehen hast.
Was ist denn los?
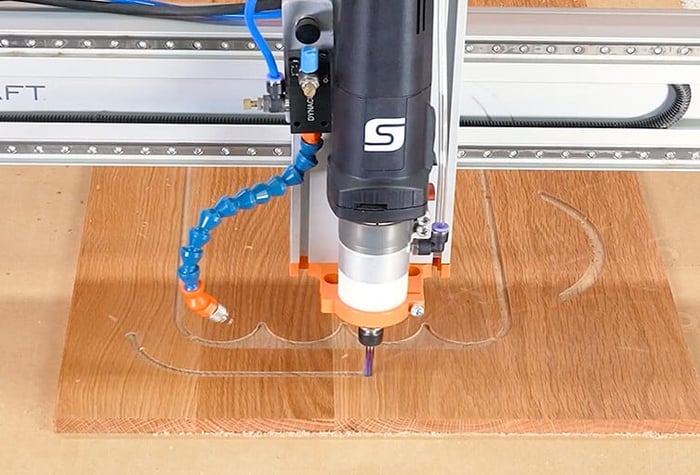
Kürzlich haben wir ein Video gezeigt, in dem der Amana Tool 46172-K-Spiralbohrer mit einer Vorschubgeschwindigkeit von etwa 1.000 Zoll pro Minute (IPM) auf einer industriellen CNC-Fräse im Einsatz war. Die veröffentlichten Empfehlungen für Vorschub und Drehzahl dieses Bohrers liegen jedoch deutlich niedriger – bei vielen Anwendungen bei etwa 200 IPM und bei MDF und Laminat bei etwa 400 IPM.
Auf den ersten Blick scheinen diese Zahlen widersprüchlich zu sein.
Das sind sie nicht.
Tatsächlich sind die empfohlenen Vorschubgeschwindigkeiten keine Geschwindigkeitsbegrenzungen. Sie sind vielmehr Ausgangspunkte.
Die Zuführungsübersicht zeigt Ihnen, wo Sie beginnen müssen. Ihre Maschine bestimmt, wie es von dort aus weitergeht.
Auf einen Blick
- Die vom Hersteller angegebenen Vorschub- und Drehzahlen sind so ausgelegt, dass sie auf einer Vielzahl von CNC-Maschinen eingesetzt werden können.
- Derselbe Bohrer kann auf einer Maschine mit 200 IPM und auf einer anderen mit über 1.000 IPM laufen.
- Die Steifigkeit der Maschine, die Spindelleistung, die Werkstückspannung, das Material und die Spanabnahme beeinflussen alle die erreichbaren Vorschubgeschwindigkeiten.
- Viele CNC-Anwender arbeiten eigentlich zu langsam, nicht zu schnell.
- Nehmen Sie die veröffentlichten Vorschubgeschwindigkeiten und Schnitttiefen als Ausgangspunkt und passen Sie diese dann entsprechend Ihrer Maschine und den erzielten Ergebnissen an.
Die Vorschubtabelle ist der Ausgangspunkt. Die Leistungsfähigkeit der Maschine bestimmt das Endergebnis.
Die Frage, die uns ständig gestellt wird
Immer wenn wir ein Video veröffentlichen, das extrem hohe CNC-Schnittgeschwindigkeiten zeigt, sind die Kommentare vorhersehbar:
„Warum steht in der Vorschubtabelle 200 IPM, wenn du mit 1.000 arbeitest?“
„Sind die Empfehlungen falsch?“
„Kann ich meine Maschine bei diesen Drehzahlen betreiben?“
Das sind berechtigte Fragen.
Sie gehen jedoch davon aus, dass die Vorschubgeschwindigkeit allein vom Bohrer bestimmt wird.
Das ist es nicht.
Ein CNC-Fräser ist nur ein Teil des Schneidsystems. Die Maschine ist ebenso wichtig.
Das Werkzeug: Amana Tool 46172-K Kompressionsspiral
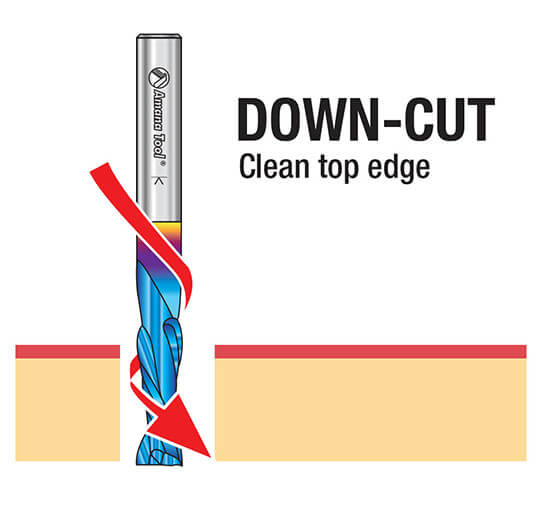
Der Amana Tool 46172-K ist ein CNC-Fräser mit 3/8"-Durchmesser, zwei Schneiden und einer Spektra™-Beschichtung. Er wurde für saubere Ober- und Unterkanten bei Plattenmaterialien und laminierten Werkstoffen entwickelt, darunter MDF, Melamin, laminiertes Sperrholz, Spanplatten, Hartholz, Weichholz und furniertes Sperrholz.
Fräser mit kombinierter Schneidengeometrie sind besonders beliebt für den CNC-Schreinereibereich, die Herstellung von Möbelteilen, Schildern und Plattenmaterial, da sie Aufwärts- und Abwärtsschnittgeometrie in einem einzigen Werkzeug vereinen.
Der untere Teil des Bohrers zieht Späne nach oben. Der obere Teil drückt die Materialfasern nach unten. Zusammen trägt diese Geometrie dazu bei, Ausrisse sowohl auf der Ober- als auch auf der Unterseite des Materials zu reduzieren.
Das macht die 46172-K zu einer guten Wahl, wenn es auf die Kantenqualität ankommt – insbesondere bei beidseitig laminierten Materialien, bei denen ein Ausreißen an einer der beiden Seiten das Werkstück ruinieren kann.
Derselbe Chip. Verschiedene Geräte. Völlig unterschiedliche Ergebnisse.
Stellen Sie sich vor, drei CNC-Anwender kaufen genau denselben Kompressionsbohrer.
Man betreibt eine kompakte Hobby-CNC mit einer Konturfräse.
Man betreibt eine größere Prosumer-Maschine mit einer aufgerüsteten Spindel.
Man betreibt eine hochleistungsfähige industrielle CNC-Fräse mit einer Produktionsspindel und einer starken Vakuum-Spannvorrichtung.
Alle drei besitzen dasselbe Stück.
Alle drei schneiden möglicherweise ähnliche Plattenmaterialien zu.
Aber alle drei erfordern möglicherweise ganz unterschiedliche Vorschubgeschwindigkeiten.
Warum?
Denn nicht das Bit bestimmt die Grenzen der Maschine. Das tut die Maschine selbst.
| Einrichtung | Typische Maschineneigenschaften | Die Realität der Vorschubgeschwindigkeit |
|---|---|---|
| Tisch- oder Kompakt-CNC | Leichter Rahmen, kleinere Motoren, Konturfräse oder kompakte Spindel, begrenzte Steifigkeit | Beginnen Sie mit den veröffentlichten Empfehlungen und steigern Sie die Dosis vorsichtig |
| Prosumer-CNC | Steiferer Rahmen, leistungsstärkeres Antriebssystem, verbesserte Spindel, bessere Werkstückspannung | Bei richtiger Konfiguration und gründlicher Prüfung läuft das Programm möglicherweise schneller als in der Tabelle angegeben |
| Industrielle CNC-Fräse | Robuster Rahmen, leistungsstarke Spindel, Bewegungssteuerung für die Serienfertigung, Vakuumtisch, leistungsstarke Spanabfuhr | Unter den richtigen Bedingungen lässt sich dasselbe Bit oft viel schneller übertragen |
In unserem Beispiel mit 1.000 IPM wird der Fräser auf einer hochbelastbaren industriellen Camaster-CNC-Fräsmaschine eingesetzt. Eine solche Maschine ist für den Serienfräsbetrieb ausgelegt. Sie beschleunigt schneller, ist vibrationsbeständiger, hält der Spindelbelastung besser stand und sorgt dafür, dass das Material auch unter extremen Schnittbedingungen sicher fixiert bleibt.
Das Bit wurde nicht plötzlich schneller.
Dank der Maschine konnte der Bohrer sein Potenzial besser ausschöpfen.
Warum die von Amana empfohlenen Vorschubgeschwindigkeiten niedriger sind
Die Tabellen zu Vorschub und Drehzahl sollen einer Vielzahl von Anwendern dabei helfen, erfolgreiche Ergebnisse zu erzielen.
Dazu gehören erfahrene CNC-Bediener, aber auch CNC-Einsteiger, Inhaber kleiner Werkstätten, Hobbybastler, Schulen, Makerspaces und Nutzer von Maschinen für den leichteren Einsatz.
Würde ein Hersteller nur den unter idealen industriellen Bedingungen höchstmöglichen Vorschub angeben, wäre dieser Wert für viele Anwender nutzlos – und möglicherweise sogar schädlich.
Wenn beispielsweise ein Anfänger „1.000 IPM“ sieht und diesen Wert in seine CAM-Software eingibt, ohne die Anforderungen der Maschine zu verstehen, kann einiges schiefgehen:
- Die Maschine erreicht diese Vorschubgeschwindigkeit möglicherweise physikalisch nicht.
- Der Rahmen kann sich unter Belastung verziehen oder vibrieren.
- Die Spindel oder die Oberfräse verfügt möglicherweise nicht über genügend Leistung.
- Das Material kann verrutschen, wenn die Befestigung nicht fest genug ist.
- Der Bohrer kann ruckeln, aus der Spur geraten, überhitzen oder brechen.
- Das Ergebnis könnte schlechter statt besser ausfallen.
Deshalb sollten die angegebenen Vorschubgeschwindigkeiten am besten als verlässliche Ausgangswerte betrachtet werden.
Sie sollen nicht die absolute Spitzenleistung des Tools auf einer Industriemaschine demonstrieren. Vielmehr sollen sie mehr Anwendern den Einstieg mit einer Konfiguration erleichtern, bei der die Chancen auf einen Erfolg angemessen hoch sind.
Warum wir nicht einfach schreiben: „Diesen Abschnitt mit 1.000 IPM ausführen“
Denn für viele CNC-Anwender wäre das ein schlechter Rat.
Eine Vorschubgeschwindigkeit von 1.000 IPM kann bei einer Hochleistungs-Fräse durchaus sinnvoll sein, wenn das richtige Material mit dem richtigen Fräsweg und der richtigen Werkstückbefestigung bearbeitet wird.
Auf einem leistungsschwächeren Rechner könnte diese Zahl jedoch unrealistisch sein.
Es reicht nicht aus, zu fragen:
„Kann das Teil so schnell laufen?“
Man muss sich auch fragen:
„Kann meine Maschine so schnell arbeiten und dabei Genauigkeit, Steifigkeit, Spanabfuhr und Schnittqualität gewährleisten?“
Falls die Antwort „nein“ lautet, ist der richtige Vorschub geringer – auch wenn der Bohrer selbst mehr leisten könnte.
Der Vorschub allein sagt noch nicht alles aus
Man konzentriert sich leicht auf den Vorschub, weil er einfach und eindrucksvoll ist.
1.000 IPM klingt nach einer hohen Geschwindigkeit.
200 IPM klingt eher konservativ.
Aber der Vorschub allein sagt noch nichts darüber aus, ob ein Schnitt korrekt ist.
Um zu beurteilen, ob ein Vorschub sinnvoll ist, müssen Sie außerdem Folgendes berücksichtigen:
- Drehzahl: Wie schnell sich die Spindel dreht.
- Anzahl der Schneidkanten: Wie viele Schneidkanten tragen Material ab.
- Spanabnahme: Die Materialmenge, die jede Schneide pro Umdrehung abträgt.
- Schnitttiefe: Wie viel Material wird vertikal abgetragen?
- Schnittbreite: Wie viel des Werkzeugdurchmessers ist im Einsatz.
- Material: MDF, Sperrholz, Hartholz, Laminat und Melamin, jeweils unterschiedlich zugeschnitten.
- Maschinensteifigkeit: Eine steife Maschine kann ihre Genauigkeit auch unter Belastung beibehalten.
- Festhalten: Das Werkstück muss bei der gewählten Vorschubgeschwindigkeit stillstehen.
Ein Vorschub, der bei MDF hervorragend funktioniert, kann bei Hartholz zu hoch sein.
Ein Vorschub, der bei einem flachen Schlichtdurchgang geeignet ist, kann bei einem Profilschnitt über die gesamte Tiefe zu hoch sein.
Erfahrene CNC-Bediener fragen nicht nur: „Wie schnell kann dieser Bohrer laufen?“
Sie fragen: „Welche Spanabnahme möchte ich erreichen, und ist meine Maschine für diesen Schnitt ausgelegt?“
Ein einfaches Beispiel für die Chip-Last
Der Spanvolumen ist die Materialmenge, die jede Schneide bei jeder Umdrehung des Werkzeugs abträgt.
Die Grundformel lautet:
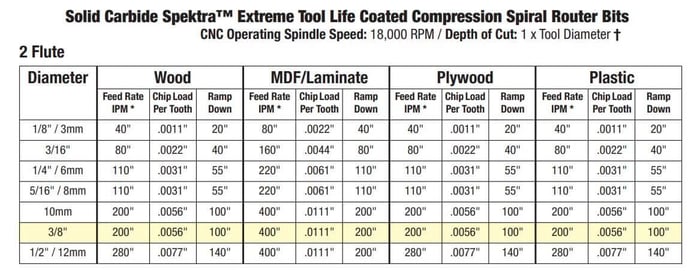
Spanzustellung = Vorschub ÷ (Drehzahl × Anzahl der Schneiden)
Für einen 2-schneidigen Bohrer bei 18.000 U/min:
- Bei 200 IPM beträgt die Spanabnahme etwa 0,0055 Zoll
- Bei 300 IPM beträgt die Spanabnahme etwa 0,0083 Zoll
- Bei 1.000 IPM beträgt die Spanabnahme etwa 0,0278 Zoll
Das ist ein riesiger Unterschied.
Bei einer kleinen oder leichten CNC-Maschine kann die höhere Spanabnahme die Maschine, die Spindel, den Fräser oder die Spannvorrichtung überlasten.
Auf einer leistungsstarken industriellen CNC-Maschine kann derselbe aggressive Schnitt unter den richtigen Bedingungen durchaus realistisch sein.
Deshalb ist die Maschine so wichtig.
Warum zu langsames Laufen ebenfalls ein Problem sein kann
Die meisten neuen CNC-Anwender haben Bedenken, dass sie zu schnell arbeiten könnten.
Aber auch zu langsames Laufen kann Probleme verursachen.
Ist der Vorschub für die Drehzahl zu gering, kann es sein, dass der Bohrer nur reibt, anstatt zu schneiden. Anstatt saubere Späne zu erzeugen, entstehen Staub und Hitze.
Diese Hitze kann zu Folgendem führen:
- Brennen
- Vorzeitiger Werkzeugverschleiß
- Harzablagerungen
- Geschmolzene Kunststoffkanten
- Mangelhafte Spanabfuhr
- Geringere Standzeit
In vielen Fällen bedeutet die Optimierung eines Schnitts nicht, dass man langsamer wird.
Das bedeutet, das richtige Gleichgewicht zwischen Vorschubgeschwindigkeit, Drehzahl, Spanvolumen und Maschinenleistung zu finden.
Das Ziel ist es, Chips herzustellen, keinen Staub.
Was passiert, wenn man zu schnell drückt?
Höhere Vorschubgeschwindigkeiten erhöhen die Belastung des gesamten Schneidsystems.
Die Spindel muss die Leistung aufrechterhalten. Die Maschine muss stabil bleiben. Die Motoren müssen mithalten. Das Material muss fest gehalten werden. Der Bohrer muss die Späne sauber abführen.
Wenn ein Teil dieses Systems ausfällt, kann der Schnitt schnell misslingen.
Anzeichen dafür, dass Sie sich möglicherweise zu sehr verausgaben, sind unter anderem:
- Rasseln oder Vibrationen
- Eine raue oder gewellte Kante
- Überlastung der Maschine oder ungewöhnliche Geräusche
- Brennen oder übermäßige Hitze
- Teilbewegung
- Werkzeugdurchbiegung
- Gebrochene Bits
Hohe Vorschubgeschwindigkeiten sind nicht automatisch besser.
Sie sind nur dann besser, wenn die Maschine, das Material, der Werkzeugweg und die Einrichtung dies zulassen.
 CNC-Fräser aus Vollhartmetall mit Spektra-Beschichtung und spiralförmiger Schneide, entwickelt für CNC-Anwendungen, die hohe Vorschubgeschwindigkeiten und makellose Kompressionsschnitte erfordern. Besonders geeignet für beidseitig beschichtetes Melamin oder Laminat.
CNC-Fräser aus Vollhartmetall mit Spektra-Beschichtung und spiralförmiger Schneide, entwickelt für CNC-Anwendungen, die hohe Vorschubgeschwindigkeiten und makellose Kompressionsschnitte erfordern. Besonders geeignet für beidseitig beschichtetes Melamin oder Laminat.So erhöhen Sie sicher die Vorschubgeschwindigkeit Ihrer CNC-Maschine
Wenn Ihre Maschine mehr leisten kann, als in den veröffentlichten Empfehlungen angegeben ist, spricht nichts dagegen, höhere Vorschubgeschwindigkeiten auszuprobieren.
Geh es einfach systematisch an.
- Orientieren Sie sich zunächst an den Empfehlungen des Herstellers. Nehmen Sie die Tabelle als Richtwert, insbesondere bei einem neuen Bohrer, neuem Material oder einer ungewohnten Maschine.
- Machen Sie einen Probeschnitt. Verwenden Sie dafür Restmaterial, bevor Sie mit dem eigentlichen Werkstück beginnen.
- Achte auf die Späne. Du willst saubere Späne, keinen feinen Staub und keine übergroßen Brocken.
- Achten Sie auf die Geräusche der Maschine. Klappern, Quietschen oder plötzliche Geräuschveränderungen sind Warnzeichen.
- Erhöhen Sie den Vorschub schrittweise. Gehen Sie dabei behutsam vor, anstatt von 200 IPM auf 1.000 IPM zu springen.
- Überprüfen Sie die Schnittkantenqualität. Ein schnellerer Schnitt nützt nichts, wenn die Oberflächenqualität darunter leidet.
- Beobachten Sie die Wärmeentwicklung und die Ablagerungen. Sehen Sie sich die Schnittkante an und überprüfen Sie den Bohrer nach dem Schneiden.
- Überprüfen Sie die Befestigung. Wenn sich das Material bewegt, ist die Vorschubgeschwindigkeit für diese Aufspannung zu hoch.
Das Ziel ist es nicht, die höchstmögliche Zahl zu erreichen.
Das Ziel besteht darin, den schnellsten zuverlässigen Vorschub zu ermitteln, bei dem weiterhin eine hervorragende Schnittqualität erzielt wird.
Was das 1.000-IPM-Video wirklich zeigt
Wenn man sieht, dass die Amana 46172-K mit 1.000 IPM läuft, geht es nicht darum, dass jeder CNC-Anwender diesen Wert einstellen sollte.
Der Punkt ist, dass das Werkzeug in Kombination mit der richtigen Maschine ein erhebliches Leistungspotenzial bietet.
Auf einer industriellen CNC-Fräse lassen sich mit dem richtigen Material, der richtigen Drehzahl, dem richtigen Werkzeugweg, der richtigen Schnitttiefe, der richtigen Spanabfuhr und der richtigen Werkstückbefestigung die Leistungsgrenzen eines hochwertigen Kompressionsfräsers oft weit über die Empfehlungen der Basistabelle hinaus ausreizen.
Das bedeutet nicht, dass die Fütterungstabelle falsch ist.
Das bedeutet, dass die Grafik einen Ausgangspunkt darstellt, während das Video zeigt, was unter Produktionsbedingungen möglich ist.
Die Quintessenz
Die empfohlenen Vorschubgeschwindigkeiten sind keine Geschwindigkeitsbegrenzungen.
Es handelt sich um Ausgangspunkte, die einer Vielzahl von CNC-Anwendern den Einstieg mit praktischen und zuverlässigen Einstellungen erleichtern sollen.
Von da an hängt Ihr tatsächlicher Vorschub von Ihrer Maschine, Ihrem Werkstoff, Ihrer Spindel, Ihrer Werkstückspannung, Ihrem Werkzeugweg und Ihrer Erfahrung ab.
Deshalb kann derselbe Bohrer in einer Werkstatt mit 200 IPM und in einer anderen mit über 1.000 IPM laufen.
Das Prinzip ist dasselbe.
Das ist nicht der Fall.
Fang mit der Tabelle an. Mach dir ein Bild davon, wie ein guter Schnitt klingt. Behalte deine Späne im Auge. Teste sorgfältig. Erhöhe dann die Vorschubgeschwindigkeit, soweit es deine Maschine zulässt.
Wie schnell läufst du?
Jede CNC-Konfiguration ist anders, und praktische Erfahrung ist oft der beste Lehrmeister.
Was ist die höchste Vorschubgeschwindigkeit, die Sie bisher erfolgreich mit einem Kompressionsbohrer erreicht haben?
Welchen Computer hast du benutzt?
Welches Material hast du geschnitten?
Wir würden gerne erfahren, was in Ihrem Geschäft gut funktioniert.
FAQs
Warum empfiehlt Amana 200 IPM, wenn der Bohrer mit 1.000 IPM laufen kann?
Die angegebenen Vorschubgeschwindigkeiten sind so ausgelegt, dass sie auf einer Vielzahl von CNC-Maschinen eingesetzt werden können, darunter auch kleinere und weniger leistungsstarke Maschinen. Ein Schnitt mit 1.000 IPM mag auf einer industriellen CNC-Fräse möglich sein, doch das bedeutet nicht, dass jede Maschine diese Geschwindigkeit sicher und präzise fahren kann.
Kann ich meinen CNC-Fräser schneller laufen lassen, als in der Vorschubtabelle empfohlen wird?
Möglicherweise. Viele Anwender können die Vorschubgeschwindigkeit über die empfohlenen Ausgangswerte hinaus erhöhen, allerdings nur, wenn Maschine, Spindel, Werkstückklemmung, Material und Werkzeugweg dies zulassen. Erhöhen Sie die Vorschubgeschwindigkeit schrittweise und beobachten Sie dabei die Spanbildung, die Kantenqualität, die Wärmeentwicklung und die Vibrationen.
Ist es schlecht, wenn ein CNC-Werkzeug etwas zu langsam läuft?
Ja. Wenn der Vorschub im Verhältnis zur Spindeldrehzahl zu langsam ist, kann der Bohrer anstelle des Schneidens nur reiben. Dies führt zu Hitzeentwicklung, Verbrennungen, Harzablagerungen, schlechter Spanabfuhr und vorzeitigem Werkzeugverschleiß.
Was ist wichtiger: Vorschubgeschwindigkeit oder Spanabnahme?
Die Spanabnahme ist in der Regel die aussagekräftigere Kennzahl, da sie angibt, wie viel Material pro Umdrehung von jeder Schneide abgetragen wird. Der Vorschub ist zwar wichtig, sollte jedoch im Zusammenhang mit der Drehzahl, der Anzahl der Schneiden, dem Werkstoff und der Schnitttiefe betrachtet werden.
Sollten Anfänger die in CNC-Videos gezeigte Einstellung von 1.000 IPM verwenden?
Nein. Anfänger sollten mit den vom Hersteller angegebenen Vorschubgeschwindigkeiten und Schnitttiefen beginnen, Testschnitte durchführen und diese Werte schrittweise erhöhen. Ein Video, das an einer industriellen CNC-Fräse aufgenommen wurde, lässt sich nicht automatisch auf eine kleinere Hobby- oder Prosumer-Maschine übertragen.