










PRODUKTANGABEN
Klicken Sie auf einen Artikel, um ihn zu erweitern und mehr zu erfahren
-
 WARNUNG! Die maximale Drehzahl für den dynamisch ausgewuchteten Exzenterschleifer 61299 beträgt 8.000 U/min. Das Arbeiten mit höheren Drehzahlen kann zu Schäden an der Maschinenspindel führen.
WARNUNG! Die maximale Drehzahl für den dynamisch ausgewuchteten Exzenterschleifer 61299 beträgt 8.000 U/min. Das Arbeiten mit höheren Drehzahlen kann zu Schäden an der Maschinenspindel führen.
Bitte beachten Sie: Schalten Sie die CNC-Maschine nach einer Stunde Schleifzeit aus. Überprüfen Sie, ob sich das Werkzeug frei drehen lässt. Wiederholen Sie dies nach jeder Stunde Schleifen.
Entwickelt für das CNC-Schleifen: Holz und Kunstharz.
Empfohlene Betriebsparameter (je nach Anwendung)
4.000 - 7.000 RPM
200 - 400 IPM (5.080 - 10.160 mm/min)
Schnitttiefe der harten Feder: 0.04" (1.01mm)
Weiche Feder Schnitttiefe: 0,08" (2,03 mm)IN-SAND™ Dynamisch ausgewuchteter CNC-Schleifer mit 3,5 mm Schleifhub und 1/2"-Schaft
Dieses CNC-Schleifwerkzeug ist für die Verwendung mit jeder 4"-Schleifscheibe (im Lieferumfang enthalten) je nach gewünschtem Finish ausgelegt. Vollständige Anleitung im Lieferumfang enthalten.DEN SCHLEIFER VOR DEM GEBRAUCH ZU VERSTEHEN:
Der In-Sand™-Schleifer wird mit zwei verschiedenen Federn geliefert. Die harte Feder ist bereits am Gerät installiert und die weiche Feder ist unter im Paket enthalten. Die Federn sehen sehr ähnlich aus, aber beim Zusammendrücken der Federn können Sie den Unterschied zwischen der Steifigkeit der Federn spüren.
Eine Feder im Inneren des Schleifers sorgt dafür, dass ein konstanter Druck auf den Schleifblock ausgeübt wird. Die Höhe des Drucks wird durch die Einstellung der "Schnitttiefe" in Ihrer Software bestimmt. Überschreiten Sie nicht die maximale Federkompression, indem Sie die Schnitttiefe zu tief einstellen; für beste Ergebnisse verwenden Sie unsere empfohlenen Einstellungen.
Die harte Feder übt einen maximalen Druck von 10 kg (22 lbs) mit einer maximalen Kompression von 2 mm (0,078") aus. Die empfohlene Einstellung für die "Schnitttiefe" ist 0,04" (1,01 mm). Diese Feder wird am besten für flache Oberflächen verwendet. Der Schleifer sollte nicht zum Abflachen von Oberflächen verwendet werden, die Oberfläche muss bereits vor dem Schleifen flach sein.
Die weiche Feder übt einen maximalen Druck von 2 kg (4,4 lbs) mit einer maximalen Kompression von 2,6 mm (0,1") aus. Die empfohlene Einstellung für die "Schnitttiefe" beträgt 2,03 mm (0,08"). Diese Feder wird am besten für raue, aber relativ flache Oberflächen verwendet. Die maximale Abweichung der Oberfläche darf die maximale Kompression der Feder nicht überschreiten. Auf unebenen Oberflächen folgt sie den Höhen und Tiefen des Materials, was in bestimmten Fällen hilfreich sein kann, z. B. bei der Verwendung von sägerauem Holz, das Sie glätten, aber nicht das sägeraue Aussehen entfernen möchten.
Installation und Austausch von Polstern
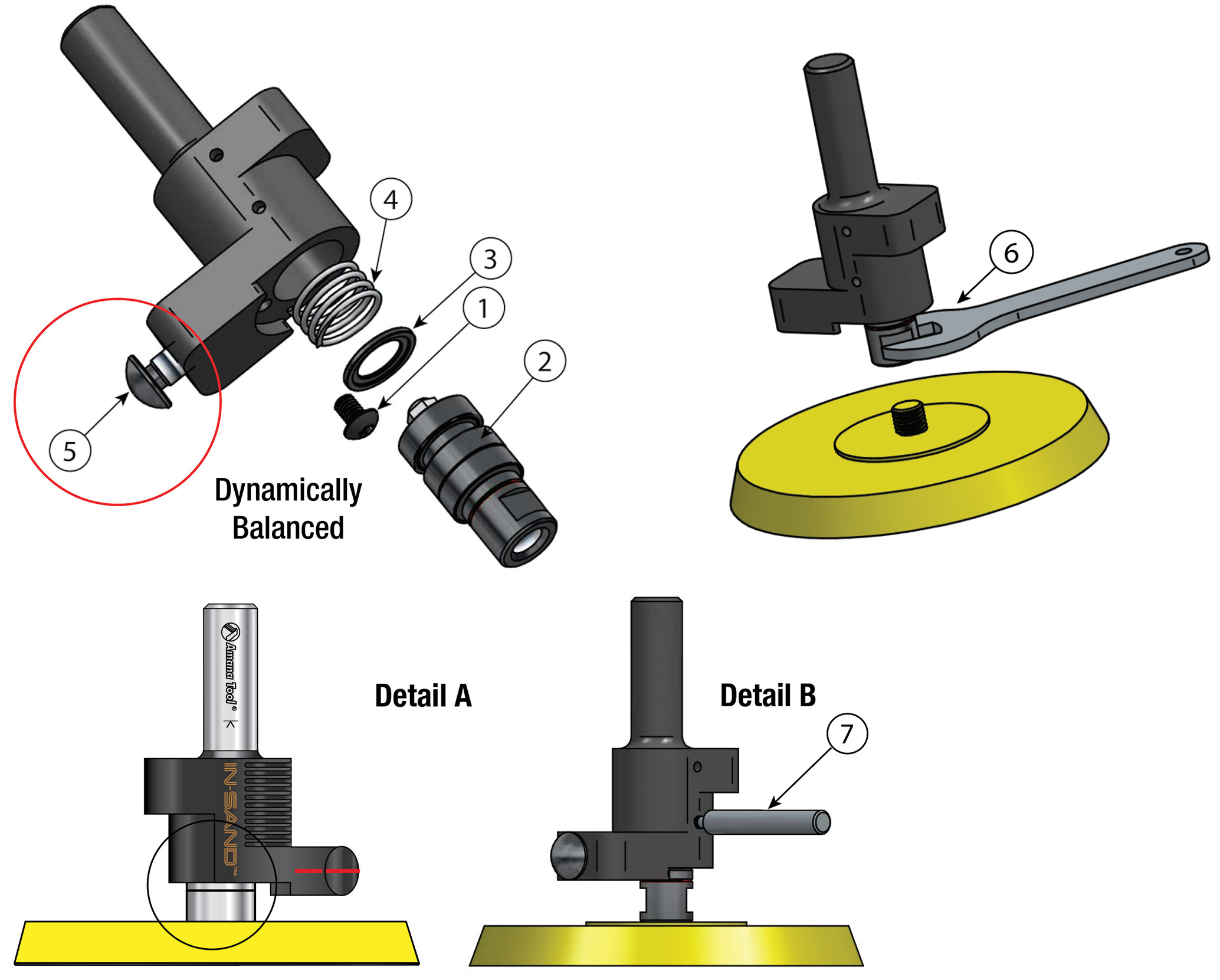
1. Halten Sie die Spindel mit dem Schlüssel (Teil #6) an den Abflachungen der Spindel fest.
2 Entfernen Sie die Spindel (Teil #2), den Ring (Teil #3) und die Feder (Teil #4).
3. Reinigen Sie den Staub und tauschen Sie gegebenenfalls die Feder (Teil #4) aus.
4. Bauen Sie den Ring (Teil #3) wieder ein und achten Sie darauf, dass die Nut in Richtung des oberen Lagers der Spindel (Teil #2) sitzt.
5. Drücken Sie die Spindel in das Gehäuse und ziehen Sie die Schraube (Teil #1) fest.
6. (Teil #5) hilft beim Auswuchten des Werkzeugs. Es ist werkseitig richtig eingestellt, versuchen Sie NICHT, es zu entfernen!Der In-Sand™ ist ein Exzenterschleifer, der mit einer festen, vorhersehbaren Bewegung arbeitet. Der Schleifer ist werkseitig dynamisch ausgewuchtet, wobei Teil Nr. 5 als Auswuchtelement verwendet wird. DIESES TEIL DARF NICHT EINGESTELLT WERDEN.. Wenn die rote Markierung auf Teil Nr. 5 nicht richtig mit der roten Markierung auf dem Werkzeugkörper übereinstimmt, wenden Sie sich bitte an den technischen Kundendienst von Amana Tool® unter (800) 445-0077.
Gebrauchsanweisung für den Schleifer
- Die Schleifmaschine ist NICHT zum Glätten von Material geeignet, das Material sollte vor der Verwendung der Schleifmaschine flach sein.
- Die maximale Drehzahl beträgt 8.000 U/min, wir empfehlen 4.000-7.000 U/min mit einer Vorschubgeschwindigkeit von 200-400 IPM (5.080-10.160mm/min), je nach Anwendung.
- Bei der Einstellung der Schnitttiefe muss die schwarze Linie auf der Spindel innerhalb der in Detail A dargestellten ebenen Fläche während des Laufs sichtbar sein.
- Die Maschine sollte immer in Bewegung sein, wenn die Spindel eingeschaltet ist und die Schleifmaschine in Betrieb ist. Halten Sie den Vorschub nicht an, wenn sich die Spindel dreht.
- Mindestens 60 % der Schleifmaschine müssen nach dem ersten Eintauchen in das Material immer in Kontakt mit dem Material bleiben, um zu verhindern, dass sich die Feder ausdehnt und abstürzt, wenn sie versucht, wieder auf das Material zu kommen. Achten Sie auf Hohlräume in einer Holzplatte, die groß genug sind, damit die Schleifmaschine hineinfallen kann. Diese müssen in Ihrer Konstruktionssoftware berücksichtigt werden.
- Beim Drehen ist der Schleifdurchmesser um 0,125" größer als der Paddurchmesser. Stellen Sie sicher, dass die Schleifmaschine mindestens 0,125" von allen Bereichen entfernt ist, die höher sind als die zu schleifende Oberfläche.
Wartungsanweisungen und Austausch der Feder- Es ist ratsam, das Innere der Schleifmaschine nach einigen Betriebsstunden zu reinigen und zu überprüfen, um einen ordnungsgemäßen Betrieb sicherzustellen. Führen Sie die folgenden Schritte aus.
- Entfernen Sie die Schraube (Teil 1) mit dem mitgelieferten T15 TORX-Schlüssel.
- Entfernen Sie Spindel (Teil #2), Ring (Teil #3) und Feder (Teil #4).
- Reinigen Sie den Staub und tauschen Sie gegebenenfalls die Feder aus (Teil #4).
- Montieren Sie den Ring (Teil 3) so, dass die Nut zum oberen Lager der Spindel (Teil 2) zeigt.
- Drücken Sie die Spindel in das Gehäuse und ziehen Sie die Schraube (Teil 1) fest.
- (Teil #5) hilft, das Werkzeug auszubalancieren. Es ist werksseitig richtig eingestellt, versuchen Sie NICHT, es zu entfernen!
Richtlinien für die Werkzeugvermessung- Bevor die Werkzeuglänge auf der CNC-Maschine gemessen wird, muss die Spindel arretiert werden, um eine genaue Messung zu gewährleisten, ohne dass die Feder zusammengedrückt wird.
- Halten Sie den Schleifer mit dem Pad nach unten und achten Sie darauf, dass das Pad vollständig ausgefahren werden kann.
- Schrauben Sie den Sicherungsstift (Teil Nr. 7) von Hand in das Loch, das dem Schleifkissen am nächsten liegt, wie in Detail B gezeigt, nicht zu fest anziehen.
- Messen Sie die Länge des Werkzeugs mit einem Messtaster oder einer anderen Methode für Ihre Maschine.
- Entfernen Sie nach dem Messen den Stift (Teil #7), bevor Sie die Schleifmaschine in Betrieb nehmen.
Enthält 20 Ersatz-Schleifscheiben:- 10 Stück 80er Körnung (Medium)
- 10 Stück 120er Körnung (fein)
Welches Schleifpapier Sie verwenden sollten, hängt von der Art der Arbeit und dem jeweiligen Arbeitsschritt ab. Je niedriger die Körnungsnummern, desto gröber ist die Scheibe, und je höher die Körnung, desto feiner ist sie.- Körnung 40: Grob.
- Körnung 80: Mittel.
- Körnung 100: Mittel.
- Körnung 120: Fein.
- Körnung 220: Fein.
- 440er Körnung: Extra fein.
Read More
-
-
-
Werkzeug Nr.
CNC-Vorschub/Geschwindigkeit
Vectric .tool & Fusion .tools Datei
AutoCad PDF/DXF-Datei
61299 n/a n/a
 Gebrauchsanweisung für #61299
Gebrauchsanweisung für #61299







